

Der Einsatz von digitalen Zwillingen wurde in mehreren Untersuchungen hinsichtlich der wirtschaftlichen Anwendbarkeit, der Art der Simulationszeitbasis, der Modellierungssprachen bzw. -werkzeuge und der Methodik analysiert. Im Folgenden wird der Aufwand und Nutzen ihres Einsatzes für die Projektabwicklung von Agilen Fertigungssystemen aufgezeigt. Die Maschinen für die Systeme werden aus einem modularen Baukasten zusammengesetzt und entsprechend der vorgegebenen Kundenspezifikation ausgestattet.
Digitale Zwillinge in Projektabwicklung und Lieferung
Die Einsatzgebiete während der Projektabwicklung, beginnend mit dem Verkaufsprozess bis hin zum Produktionsstart (SOP), erfordern unterschiedliche Spezifikationen für solche digitalen Modelle. Im Verkaufsprozess wird die Kundenanfrage bezüglich des Teileherstellungsprozesses, der benötigten Kapazität und des gewünschten Layouts berücksichtigt. Die Spezifikation wird bepreist, aber die Modelle für den Angebotsprozess werden das Standard-Baukastensystem für die einzelnen Maschinen verwenden.
Um der geforderten Geschwindigkeit in der Phase der Anwendungsentwicklung gerecht zu werden, sollten die für die Simulation verwendeten Modelle eher einfach und genau genug sein, um die richtigen Informationen über die Zykluszeit, die Maschinenzahl, die korrekte Layoutkonfiguration und die Gesamtleistung der Linie zu liefern.
Mit der Bestellung und dem Engineering der mechatronischen Designinformationen wird der „Digital Product Twin“ gemäß der Kundenspezifikation entwickelt. Während der Projektdurchführung gibt es verschiedene Meilensteine zur Verifizierung der Simulation sowie der Optimierung bis zur Endabnahme (FAC). Mit dem Abschluss des Projekts sollten alle Digitalen Zwillinge aktualisiert werden und die virtuelle Kopie des realen Lieferumfangs darstellen.
Digitale Zwillinge gibt es viele
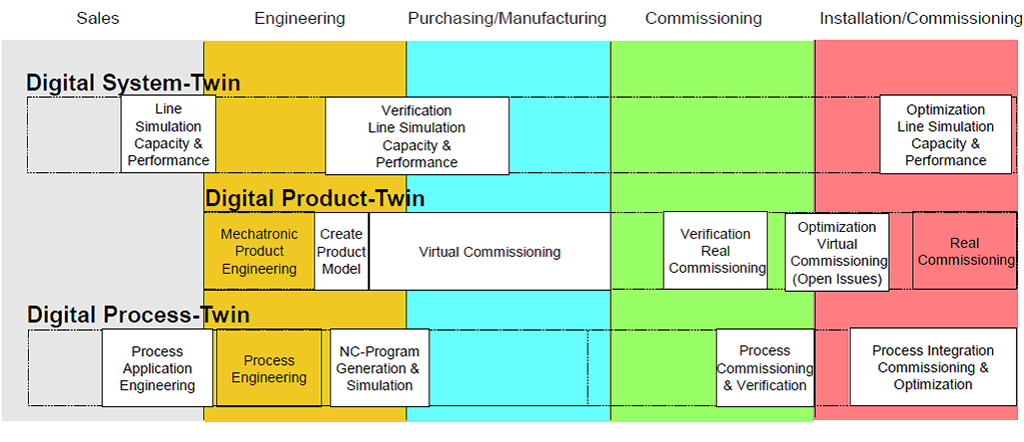
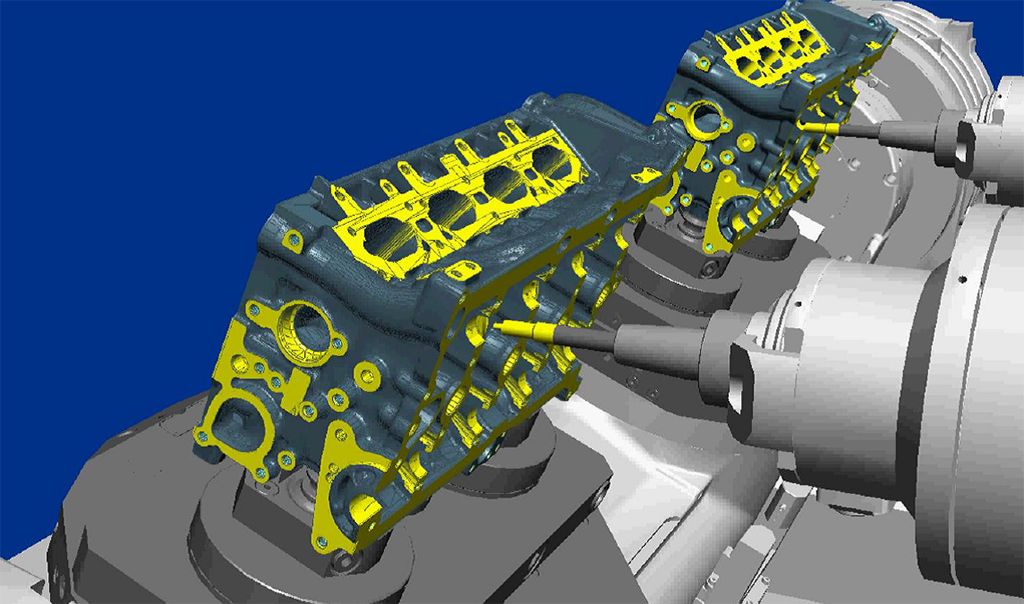
Der Digitale Prozesszwilling ist ein Arbeitsraummodell und simuliert die Achsbewegungen, die prozessrelevanten Nebenzeiten, die Aufspannvorrichtung, das zu bearbeitende Werkstück und die benötigten Schneidwerkzeuge. Im Vergleich zu einer SPS-Inbetriebnahme ist die NC-Inbetriebnahme sehr kurz, aber mit deutlichen Qualitäts- und Zeitvorteilen.
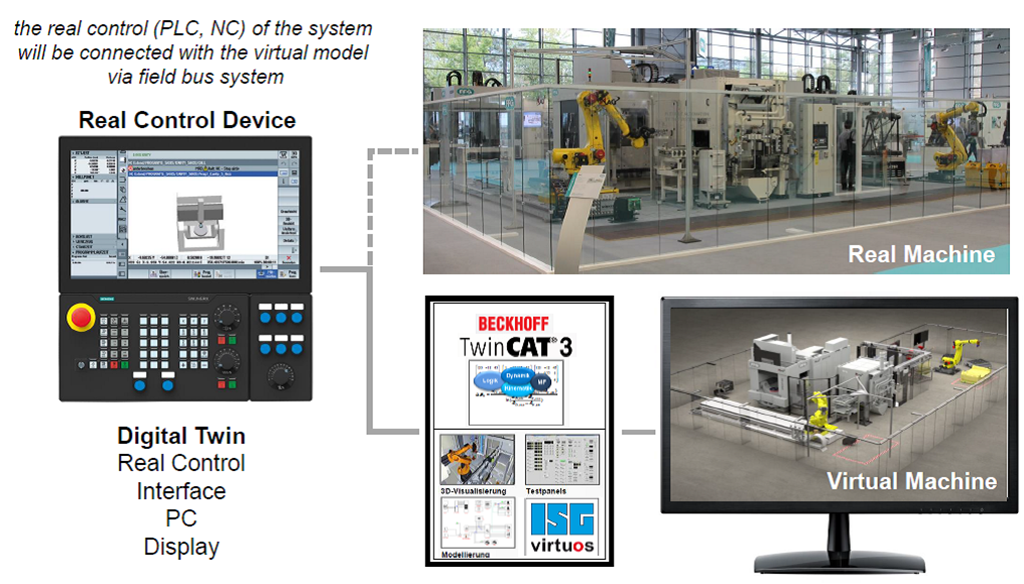
Der Digitale Produktzwilling ist ein cyberphysikalisches Modell mit nahezu 100 %-iger Funktionalität in Kombination mit einer emulierten (Software in the Loop) oder realen Steuerung (Hardware in the Loop). Neben der realen Steuerung können weitere reale Produkte wie Ventilinseln, Aktoren oder Schnittstellen z.B. über „Ethernet“ oder „PROFIBUS/PROFINET“ angeschlossen werden.
Im Vergleich wurde die auf Hardware in the Loop basierende Anwendung aufgrund der genauesten Abbildung der Realität als Best-Practice-Lösung bewertet. Die Maschinensteuerung (z.B. SIEMENS 840 Dsl) wird direkt mit dem realen Feldbus an den PC (z.B. Windows mit TwinCAT 3.1) angeschlossen, auf dem das Simulationsmodell der Maschine installiert ist. Die Simulation läuft in Echtzeit ab.
Der Digitale Produktions-/Systemzwilling schließlich stellt die komplette Anlage eines Fertigungs-/Produktionssystems als Modell dar. Der Hauptzweck dieser Anwendung ist die Analyse und Optimierung des Materialflusses und die Berechnung der erreichbaren Produktivität bzw. OEE (Overall Equipment Efficiency) für das Gesamtsystem. Beide Parameter – Anlagendurchsatz und Anlagenleistung – sind vertragliche Verpflichtungen und erfordern ein Simulationsmodell zur Bestätigung der Spezifikation.
Bei größerer Sensibilität für Energie und Umwelt und die Investitions- und Betriebskosten für diese Themen werden Simulationsmodelle zur Ermittlung des Stromverbrauchs, der erforderlichen Anschlussleistungen, des Medienverbrauchs (Kühlmittel, Druckluft, Anlagenwasser) sowie der Abluft- und Filterleistung eingesetzt.

Virtuelle Inbetriebnahme agiler Fertigungssysteme
Die meisten Kunden mit Großserienfertigung erstellen bei ihren Anfragen detaillierte Projektspezifikationen, um auf bereits geschultes Personal und vorhandene Ersatzteillager zurückgreifen zu können. Für den Systemlieferanten erfordert eine solche Spezifikation einen nicht unerheblichen Engineering-Aufwand für seine standardisierten modularen Maschinenkomponenten sowie für den Fertigungsprozess.
Für jedes Projekt muss eine intensive Inbetriebnahme-Phase berücksichtigt werden, um die geforderte Qualität zu liefern und die Sicherheitsvorgaben zu erfüllen. Um eine möglichst vorlaufzeitabhängige Inbetriebnahme zu vermeiden, bietet die Entwicklung von virtuellen Inbetriebnahmen und Inbetriebnahmen als Mix aus realem Equipment und virtuellem Equipment erhebliche Vorteile, die sowohl für Lieferanten als auch für Kunden von großem Nutzen sind. Je genauer ein Modell die Realität widerspiegelt, desto höher ist seine Qualität, was eine Richtlinie für Digitale Produktzwillinge ist, um die Realität simulieren zu können.
In Zukunft wird der Digitale Zwilling Teil der Lieferung oder Dienstleistung und ist somit vom Kunden zu bestellen und zu bezahlen. Dies erfordert eine Definition der Simulationsqualität eines Digitalen Zwillings, eine Spezifikation und Maßnahmen zur Validierung einer solchen Qualität.
Erstellung der Modelle für die virtuelle Inbetriebnahme (VIBN)
Um eine effiziente Modellerstellung zu ermöglichen, ist eine mechatronische Auslegung der Komponenten und Maschinen erforderlich. Die daraus resultierenden 3D-Konstruktionen der mechanischen Maschinen mit den entsprechenden Schalt-, Strömungs- und Pneumatikplänen können in die Software zur Modellerstellung eingelesen werden. Den einzelnen Baugruppen werden dann im Modell die Freiheitsgrade und die Funktionsparameter (z.B.: maximale Verfahrgeschwindigkeit, Beschleunigungs- und Ruckwerte) zugeordnet.
Auf diese Weise erhält jedes Element der Maschine die bekannten Funktionsparameter, um das reale Bauteil zu simulieren. Im ersten Schritt wird das mitgelieferte SPS-Programm mit dem Modell verglichen und auf Plausibilität geprüft. Bereits an dieser Stelle können erste Fehler erkannt und beseitigt werden. Werden Geräte vom Programm nicht angesprochen oder spricht das Programm Geräte an, die nicht vorhanden sind, dann liegen offensichtliche Konstruktionsfehler vor, die in der Vergangenheit erst bei der realen Inbetriebnahme entdeckt und höchstwahrscheinlich in alle gebauten Maschinen kopiert wurden.
Da das Modell während der Konstruktionsphase als additiver Vorgang erstellt wird, muss das Risiko einer fehlenden Rekursion, d.h. spätere Änderungen in der Konstruktionsabteilung werden in früheren Modellen entwickelt und nicht gepflegt, beherrscht werden.
Hardware in the Loop (HiL) versus Software in the Loop (SiL)
Die virtuelle Inbetriebnahme ist eine Vorwegnahme des SPS-Programmtests, der schließlich an der realen Maschine durchgeführt wird. Ziel der Inbetriebnahme am Modell ist es, möglichst viel Zeit aus dem durchlaufzeitrelevanten Bereich der realen Inbetriebnahme in die Parallelisierung mit dem Engineering, der Beschaffung und der Produktion der Baugruppen zu verlagern.
Bei erfolgreichem Transfer kann die Durchlaufzeit eines Projektes (für Systemgeschäft ca. 12 Monate ab Werk) deutlich verkürzt werden (Fertigungssysteme mit CNC-Maschinen nur ca. 4 Wochen; Fertigungszellen mit Maschinen und Automatisierung ca. 12 Wochen).
Abhängig von der Kundenspezifikation und der CE-Herstellererklärung, die nicht den neuesten Stand der Simulationstechnik berücksichtigt, können nicht alle Funktionen in die virtuelle Inbetriebnahme übernommen werden.
Um Wiederholungen bei der realen Inbetriebnahme vermeiden zu können, muss das Modell der realen Maschine so genau wie möglich entsprechen. Die Hardware in the Loop (HiL)-Testausrüstung liefert hierfür die beste Abdeckung. Neben der Möglichkeit, die Funktionen am Modell ohne Beschädigungsrisiko zu testen, bietet die Simulation eine automatische Wiederholung von Funktionen an der unbemannten Station. Im manuellen Testmodus wird eine Funktion nach einer geringen Anzahl von fehlerfreien Wiederholungen freigegeben.
Im Automatikbetrieb kommt es nach der Auslieferung vereinzelt zu Stillständen durch einen ungeplanten Stopp oder Absturz des SPS-Programms. Jede dieser sporadischen Fehler im Vorfeld zu erkennen, bringt spürbare Effekte bei den Kosten (Zeitfaktor der Fehlerbehebung am Simulator vs. Herstellerwerk vs. Kundenwerk: 1:8:40) und der Softwarequalität. Der Simulator kann zwischen der Auslieferung und dem Beginn der Inbetriebnahme im Kundenwerk genutzt werden, um offene Punkte aus der Vorabnahme zu schließen oder weitere Programmoptimierungen vorzunehmen.
Inbetriebnahme der Schnittstellen bei Agilen Manufacturing Systemen in der Realität oder Mixed Reality
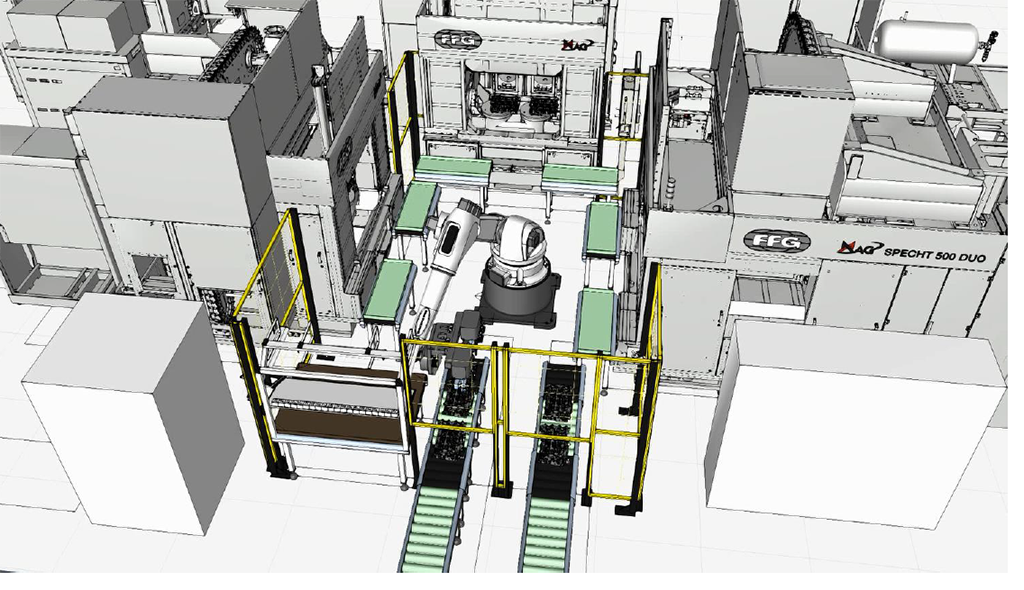
Die Kombination eines realen Roboters mit einem virtuellen Greifer und die Darstellung des gemeinsamen Funktionssystems mittels virtueller Realität ist seit Jahren Stand der Technik und hat ein neues Anwendungsfeld für Simulationsmodelle eröffnet. Bei schlüsselfertigen Anlagen wie Agile Manufacturing Systems sind immer mehrere Lieferanten beteiligt.
Zur Inbetriebnahme und Vorabnahme mussten die beiden räumlich getrennt gebauten Anlagenteile physisch zusammengeführt werden. Sofern nicht sehr konservative Endkunden auf diesem aufwendigen Verfahren bestehen, konnten nur Vorteile durch die Verbindung einer realen Anlagenkomponente mit einem Simulationsmodell (Hardware in the Loop) über z.B. die PROFIBUS-Schnittstelle erzielt werden.
In der Realität war dies bei der Inbetriebnahme nach der Installation in der Anlage des Betreibers sofort messbar. Neben der Qualitätsverbesserung des SPS-Programms konnten Kosten und Zeit eingespart werden, da die beiden Anlagenteile nicht zusammengeführt werden mussten.

Inbetriebnahme des Produktionsmanagementsystems
Nachdem die installierte Anlage im Werk des Kunden produktionsbereit war, musste das Produktionssystem in das Produktionsmanagementsystem des Kunden integriert werden. Neben dem Standardproduktionsprozess muss auch das Hoch- und Runterfahren pro Teiletyp und Variante demonstriert werden, um das Produktionsmanagementsystem mit der installierten neuen Produktionslinie abzustimmen.
Der Einsatz eines produktionsreifen Produktionssystems über einen längeren Zeitraum (Wochen) zur Integration in ein Werksproduktionssystem kann nun durch die Verfügbarkeit von virtuellen Modellen vermieden werden und unterstützt einen früheren Produktionsstart (SOP) Die Verkürzung der Durchlaufzeit (ist ein erster messbarer Effekt, der als Benchmark gegenüber der traditionellen Projektabwicklung dienen wird. Die Qualitätsverbesserung wird definitiv in verschiedenen Bereichen erreicht und wird in einer Produktkostenreduzierung quantifiziert werden.
Kontakt:


