

Aktuell beschäftigt sich ein Team am Forschungsinstitut Institute of Materials and Processes (IMP) an der Hochschule Karlsruhe (HKA) mit einem Verfahren, das in den letzten Jahren in den Hintergrund gerückt ist. Und dies, obwohl es einzigartige Bearbeitungseigenschaften und Vorteile mit sich bringt und auch noch Raum für Weiterentwicklungen bietet. Bei dem Verfahren handelt es sich um das Ultraschwingläppen.
Eine erste Marktanalyse an der HKA ergab, dass viele potenzielle Nutzer schlicht nicht mit der Technologie vertraut sind. Dementsprechend ziehen sie das Ultraschwingläppen für eine Integration in ihre Produktion gar nicht erst mit ein. Entsprechend dieser Erkenntnis soll das Verfahren nun mehr in das allgemeine Bewusstsein gerufen werden, um so eine mögliche Lösung auf Problemstellungen zu bieten, die vorher schwer oder nur umständlich bewältigt werden konnten.
Was ist USSL?
Das Ultraschallschwingläppen, kurz USSL, ist ein Bearbeitungsverfahren, welches Profilsenkungen mit geometrisch unbestimmter Schneide erzeugt. Die Besonderheit des Verfahrens liegt in den bearbeitbaren Werkstoffen und der Bearbeitungsqualität sowie der Flexibilität der Konturen selbst.
Es können damit sprödharte Werkstoffe aber auch Faserverbundwerkstoffe bearbeitet und dabei definierte hochwertige Kanteneigenschaften gefertigt werden. So lassen sich präzise Profilsenkungen in Werkstoffen wie z.B. Granit, Keramik, Glas, spröden Hartmetallen sowie Verbundwerkstoffe wie CFK und GFK herstellen.

Die genutzten Werkzeuge können sehr feine Konturen erzeugen. Aufgrund dieser Eigenschaften hebt sich das USSL von herkömmlichen vergleichbaren Ultraschallverfahren wie dem Ultraschallfräsen ab. Mit diesem Verfahren lassen sich gewünschte Konturen als Senkung mit einer definierbaren Tiefe in vorher kaum bearbeitbaren spröden Materialien umsetzen.
Wie funktioniert USSL?
Die Bearbeitung erfolgt durch eine senkrecht oszillierende Sonotrode. Die Sonotrode gibt die Senkungsform vor. Sie wird mit Hilfe eines Piezoelements und ihrer Eigenschwingung in einem Frequenzbereich von etwa 22 kHz betrieben. Der exakte Frequenzbereich ist dabei von der Eigenschwingung der Sonotrode abhängig. Dabei erhöht das angeflanschte Transformationsstück durch genaue schwingungstechnische Auslegung die Amplitude der Schwingung am Arbeitspunkt.
Ein abrasives Läppmedium wird genutzt, um Partikel aus dem Werkstück zu lösen und abzutragen. Eine Klassifizierung nach einer Schnittgeschwindigkeit vc ist nicht möglich. Der Arbeitende Vorschub kann mittels einer Weg-zu-Zeit oder Kraftsteuerung umgesetzt werden. Die Bearbeitung erfolgt dabei in Senkrechter Richtung (Z-Achse). Außerhalb des Werkstückes ist ein horizontales Verfahren (X- und Y-Achse) möglich. Nach der Bearbeitung kann das Werkstück durch Abwaschen oder mit Hilfe eines Ultraschallbads gereinigt werden.
Möglicher Maschinenaufbau
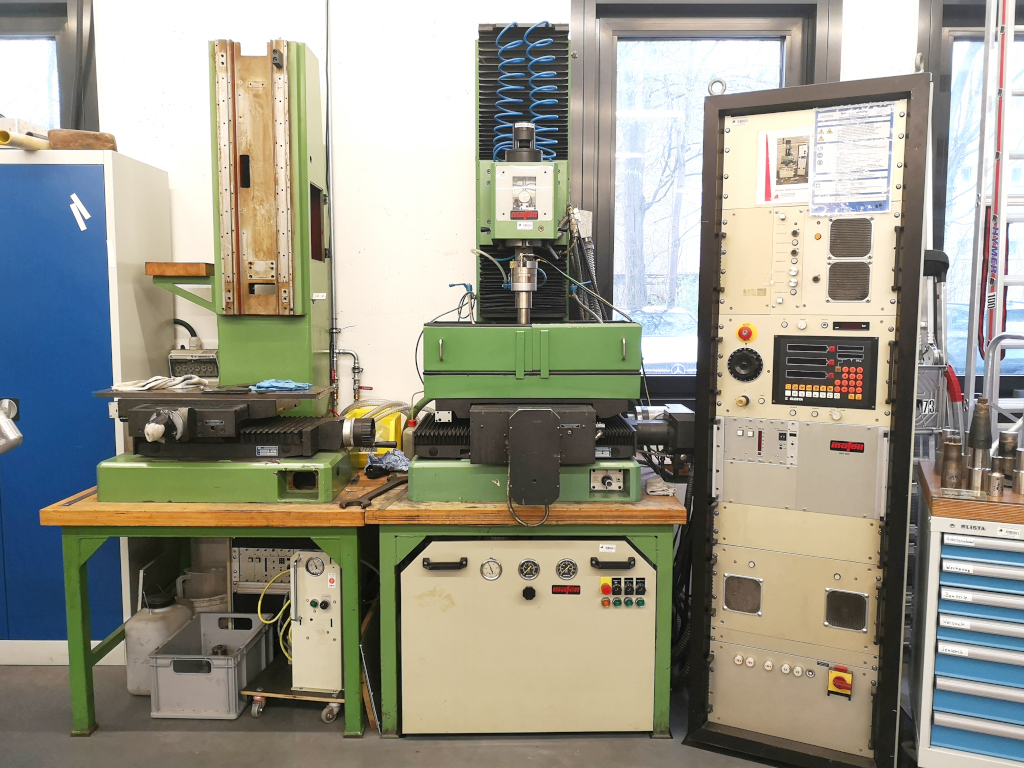
Die USSL-Maschine des IMP zeigt einen möglichen Aufbau für das USSL-Verfahren. Bei der Maschine handelt es sich um eine Variante aus dem Jahr 2012. Sie lässt sich in drei Teile unterteilen. Die Maschine selbst, der Suspensionskreislauf (der größtenteils im Unterschrank der Maschine untergebracht ist) und dem Steuerungsschrank.
In besagtem Unterschrank befindet sich ein Rührer mit Pumpe. Diese dienen der Förderung und Aufbereitung des Läppmediums für welches im IMP eine Bohrcarbid-Emulsion genutzt wird. Die Bearbeitung erfolgt in einem Auffangbecken, welches auf einem verfahrbaren Maschinentisch auf dem Unterschrank sitzt. Das Auffangbecken, die Pumpe, der Rührer und der Tank bilden zusammen einen Suspensionskreislauf über welchen das Läppmedium gefördert und aufbereitet wird.
Das Werkstück ist während der Bearbeitung in einer Einspannvorrichtung gespannt. Über dem Becken an einer Vertikal gesteuerten Führung befindet sich die Schwingvorrichtung. Diese besteht aus einer Einspannvorrichtung, in welche die Sonotrode eingesetzt wird, aus den Schwingungserzeugenden Piezoelementen und einem Motor für eine Vorschuberzeugung.

Mit dem Steuerungsschrank der Maschine des IMP lässt sich neben der Frequenz auch der Vorschub als Weg zu Zeit oder Zwangsvorschub einstellen und die Tischbewegung steuern. Für das Anfahren eines Werkstückes wird ein Steuerungselement im Maschinensockel genutzt, mit welchem sich der Tisch in X- und Y-Richtung steuern lässt.
Kontakt:


