

Nadzor kakovosti pri toplem oblikovanju se pogosto izvaja šele po ohlajanju dela: Tradicionalne metode optične zagotovitve kakovosti delujejo pri vročih delih le omejeno, z naraščajočo temperaturo dela pa se nejasnost pri določanju geometrije vedno povečuje. To vodi do visoke stopnje zavrnjenih izdelkov zaradi procesnih pomanjkljivosti kakovosti in s tem do nepotrebnih stroškov. Obetaven pristop k rešitvi ponuja projekt GreenHiTemp s termografskimi posnetki, ki omogočajo zanesljive napovedi še med procesom namesto po njem.
Fraunhofer IWU skupaj z InfraTec GmbH raziskuje prednosti termografije v primeru uporabe pri stiskanju. Ta postopek združuje prednosti toplotne obdelave in oblikovanja. Omogoča izdelavo visoko trdnih in hkrati posebej lahkih karoserijskih delov. Eden od primerov so
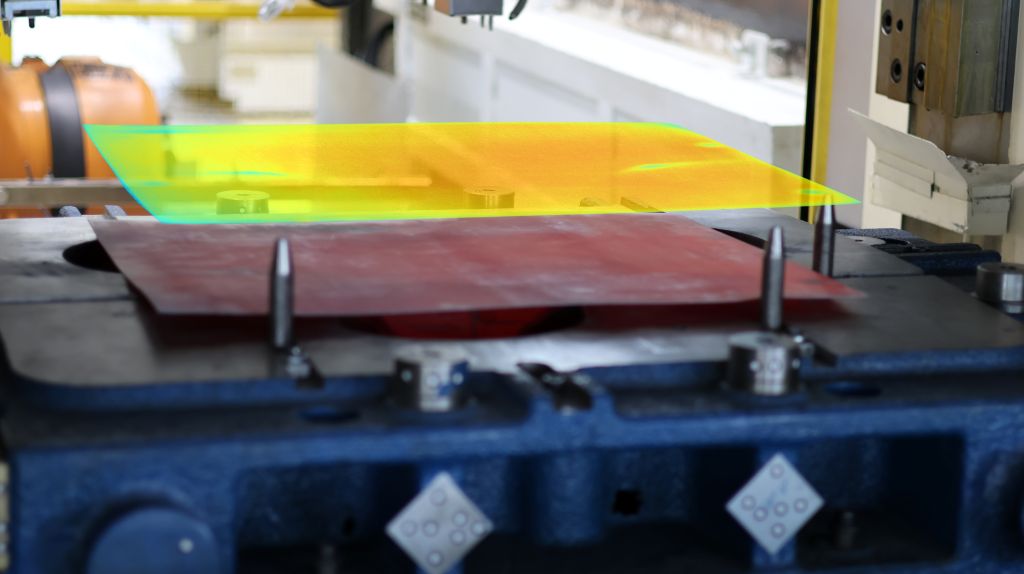
B-stebri. Temperatura dela, določena s termografskimi posnetki, omogoča zanesljive sklepe o njegovi kakovosti.
100 odstotkov delov je mogoče preveriti brez izgube časa
Z ustrezno usposobljenim modelom umetne inteligence je mogoče napovedati trdoto dela. Zaposleni v proizvodnji lahko na podlagi preprostega barvnega sistema prepoznajo, katera mesta dela niso v redu ali ali je celotno delo po končanem postopku oblikovanja lahko označeno kot 'v redu' ali 'napak'. S to zgodnjo preglednostjo postanejo trendi prepoznavni, pravočasni posegi v proces so mogoči.
Kratek pogled na monitor nadomesti minutne postopke preverjanja
Prejšnji pregledi so se morali izključno iz časovnih razlogov zadovoljiti s pregledom vzorcev. Približno sedem minut bi trajalo, da se obdelajo vsi 88 merilnih točk, tudi pri popolnoma avtomatiziranem postopku preverjanja; v nekaterih primerih bi bila mogoča le uničujoča preiskava. Če se pri tem odkrijejo napake, je včasih 'za vsak slučaj' potrebno uničiti celo serijo – z GreenHiTemp se torej lahko v znatni meri izognejo zavrženju – za znatno bolj varčno in učinkovito proizvodnjo.
Kontakt:


