

Quality control in hot forming often occurs only after the workpiece has cooled down: Conventional optical quality assurance methods work only to a limited extent on hot parts, and as the temperature of the workpiece increases, the uncertainty in geometry determination becomes greater. This leads to a high scrap rate due to process-related quality defects and thus to unnecessary costs. A promising solution approach is being pursued by the GreenHiTemp project with thermal imaging, which allows reliable predictions during the process instead of after-the-fact inspections.
Fraunhofer IWU is researching the advantages of thermography in the application case of press hardening together with InfraTec GmbH. This process combines the advantages of heat treatment and forming. It allows the production of high-strength and simultaneously particularly lightweight body parts. An example of this is
B-columns. The temperatures of the workpiece determined from thermal images allow reliable conclusions about its quality.
100 percent of the parts can be checked without any time loss
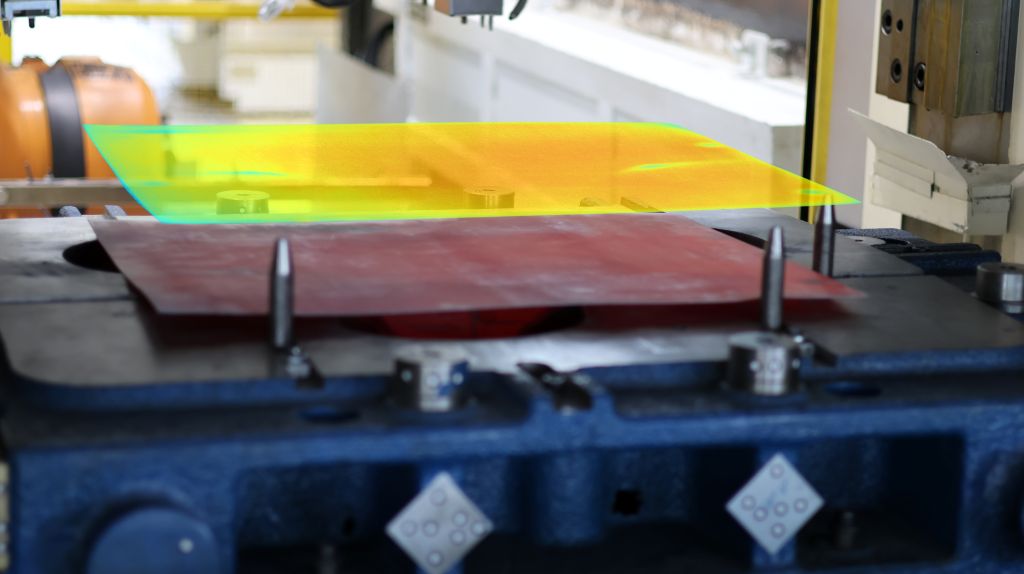
With a suitably trained AI model, hardness prediction of the component is possible. Production employees can recognize, based on a simple color scheme, which areas of the component are not in order or whether the entire component can be considered 'in order' or 'defective' after the forming process. This early transparency makes trends recognizable, allowing timely interventions in the process.
A quick glance at the monitor replaces lengthy testing procedures
Previous inspections had to rely solely on random sampling for time reasons. It would take about seven minutes to process a total of 88 measurement points even with a fully automated testing process; in some cases, only a destructive test could be considered. If errors are discovered, an entire batch may sometimes have to be destroyed 'for safety reasons' – with GreenHiTemp, significant scrap can thus be avoided – leading to a much more resource-efficient and effective production.
Contact:


