

Fraunhofer ILT i MacLean-Fogg wspólnie wyprodukowali złożoną wkładkę narzędziową do odlewania ciśnieniowego za pomocą technologii Laser Powder Bed Fusion (PBF-LB/M). Opracowana specjalnie stal narzędziowa L-40 umożliwia po raz pierwszy addytywne wytwarzanie silnie obciążonych, dużych narzędzi, co pozwala na realizację chłodzenia bliskiego konturom. Pierwsze wyniki mniejszych narzędzi, które Toyota już stosuje w produkcji seryjnej, wskazują na znacznie wydłużoną żywotność narzędzi wytwarzanych addytywnie. W ramach bieżącego projektu powstało hybrydowe, dużej objętości narzędzie do obudowy skrzyni biegów Toyoty Yaris Hybrid. Połączenie konwencjonalnego wstępnego formowania z addytywnie wytworzonymi strukturami skraca czas produkcji, obniża koszty i pozwala na dużą różnorodność wariantów na wspólnej platformie narzędziowej.
Przemysł motoryzacyjny znajduje się w trakcie głębokiej transformacji. Nacisk na koszty oraz przejście na elektromobilność zmuszają wielu producentów do fundamentalnego przemyślenia architektury pojazdów i procesów produkcyjnych. Wiele firm obecnie redukuje liczbę poszczególnych elementów tłoczonych i dąży do jak najmniejszej liczby, ale za to wysoko złożonych komponentów strukturalnych. Szczególnie w przypadku dużych elementów aluminiowych, takich jak komponenty ramy czy skrzyni biegów, rosną również wymagania dotyczące narzędzi: muszą one być odporne na wysokie obciążenia termiczne, umożliwiać różnorodność oraz jak najszybciej dostosowywać się do nowych geometrii.
Ta zmiana wiąże się z nowymi wyzwaniami: Formy odlewnicze, które są do tego potrzebne, muszą być nie tylko większe niż dotychczas, ale także bardziej odporne przy jednoczesnej złożonej geometrii i krótszych czasach rozwoju. Właśnie tutaj skupia się projekt w Instytucie Fraunhofera Techniki Laserowej ILT we współpracy z producentem proszków L-40, firmą MacLean-Fogg oraz Toyotą jako użytkownikiem końcowym.
Dzięki zastosowaniu maszyny PBF-LB/M opartej na systemie gantry, opracowanej w Fraunhofer ILT, z skalowalną objętością budowy oraz stali narzędziowej opracowanej przez MacLean-Fogg do produkcji addytywnej, po raz pierwszy udało się wytworzyć bardzo duże formy odlewnicze z chłodzeniem bliskim konturze w procesie addytywnym – odpowiednie do komponentów odlewniczych o dużej objętości (HPDC).
Masywne geometrie prowadziły dotychczas w PBF-LB/M do naprężeń własnych i krytycznych defektów.
Wraz z coraz większym wprowadzeniem procesów odlewania dużych odlewów rosną również wymagania dotyczące narzędzi stosowanych w HPDC. Formy muszą umożliwiać precyzyjną, powtarzalną jakość komponentów przy bardzo dużych ilościach, a jednocześnie wytrzymywać ekstremalne obciążenia mechaniczne i termiczne. Aby zapewnić wystarczającą żywotność wkładek narzędziowych, niezbędne są złożone, wewnętrzne struktury chłodzące, które nie mogą być zrealizowane przy użyciu konwencjonalnych procesów produkcyjnych. Dwa kluczowe problemy dotychczas ograniczały addytywne wytwarzanie takich dużych form do odlewania ciśnieniowego: z jednej strony dostępna objętość robocza klasycznych maszyn PBF-LB/M jest zbyt mała, aby wytwarzać wkładki form w zakresie 600 x 600 mm² lub więcej w jednym kawałku. Z drugiej strony dotychczas stosowane stale narzędziowe – szczególnie H11 (1.2343), H13 (1.2344) lub M300 – nie mogą być bezpiecznie przetwarzane w tej wielkości (>20.000 cm³). Nawet przy optymalnych parametrach istnieje ryzyko powstawania pęknięć, odkształceń termicznych i niewystarczających właściwości mechanicznych.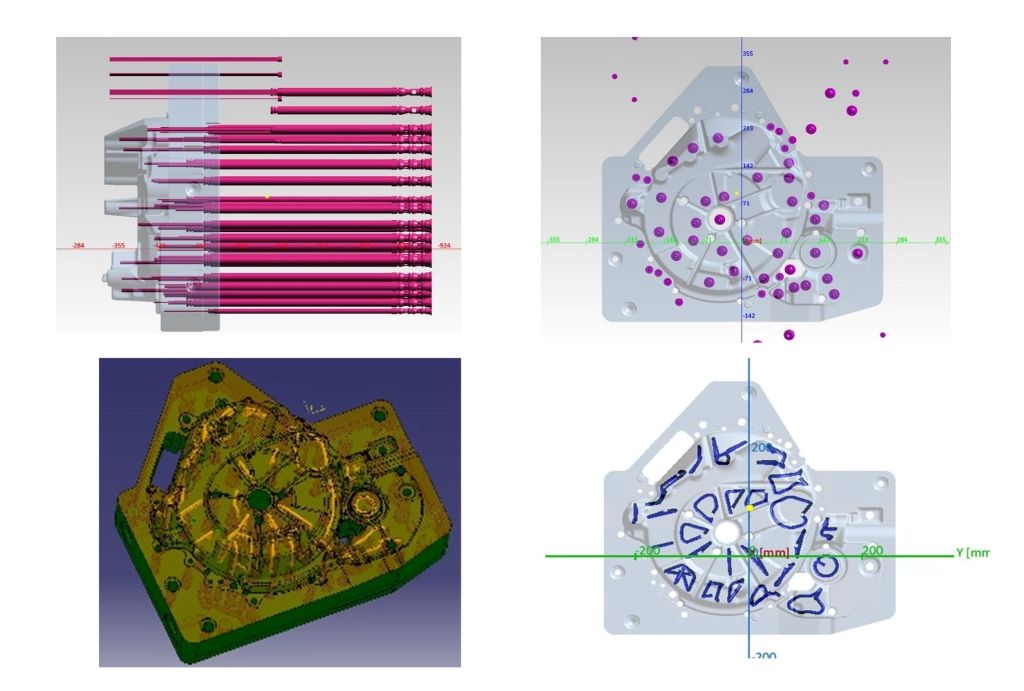
To dotyczy zarówno podczas laserowego budowania, jak i w późniejszym procesie obróbki cieplnej. Ryzyko jest tym większe, im silniejsze są gradienty temperatury wewnątrz elementu podczas procesu produkcji – efekt ten jest szczególnie wyraźny w przypadku dużych elementów. „Aby przezwyciężyć te ograniczenia, potrzebna jest nowa generacja maszyn i materiałów, które są specjalnie dostosowane do wymagań dużych narzędzi HPDC” – wyjaśnia Niklas Prätzsch, kierownik grupy technologii procesu LPBF w Fraunhofer ILT. „Dokładnie ta kombinacja była przedmiotem zrealizowanych obecnie prac rozwojowych.”
„Nowa technologia materiałowa i maszynowa po raz pierwszy umożliwia produkcję dużych narzędzi z formowaną w sposób swobodny strukturą chłodzącą. Dzięki temu można nie tylko celowo obniżać lokalne szczyty temperatury w procesie odlewania, ale także zwiększać różnorodność wariantów przy jednoczesnej wysokiej trwałości. Na jednej platformie narzędziowej można produkować różne elementy, bez konieczności wytwarzania nowych narzędzi za każdym razem.”
Skalowalna produkcja LPBF dla bezszwowych dużych elementów
W tym celu została rozwinięta maszyna PBF-LB/M oparta na systemie gantry, opracowana w Fraunhofer ILT, o obecnej objętości budowy 1000 x 800 x 350 mm³. W przeciwieństwie do tradycyjnych systemów, posiada ruchomy głowicę roboczą i lokalne prowadzenie gazu ochronnego, co pozwala na liniowe skalowanie objętości budowy wzdłuż osi maszyny przy tych samych warunkach procesowych (prędkość przepływu gazu ochronnego, kąt odchylenia wiązki laserowej itp.). Dzięki temu w przyszłości będzie można również wytwarzać większe narzędzia addytywne niż rozważany w tym projekcie wkład narzędziowy o objętości ponad 20 000 cm³ i pudełku ograniczającym o wymiarach 515 x 485 x 206 mm³.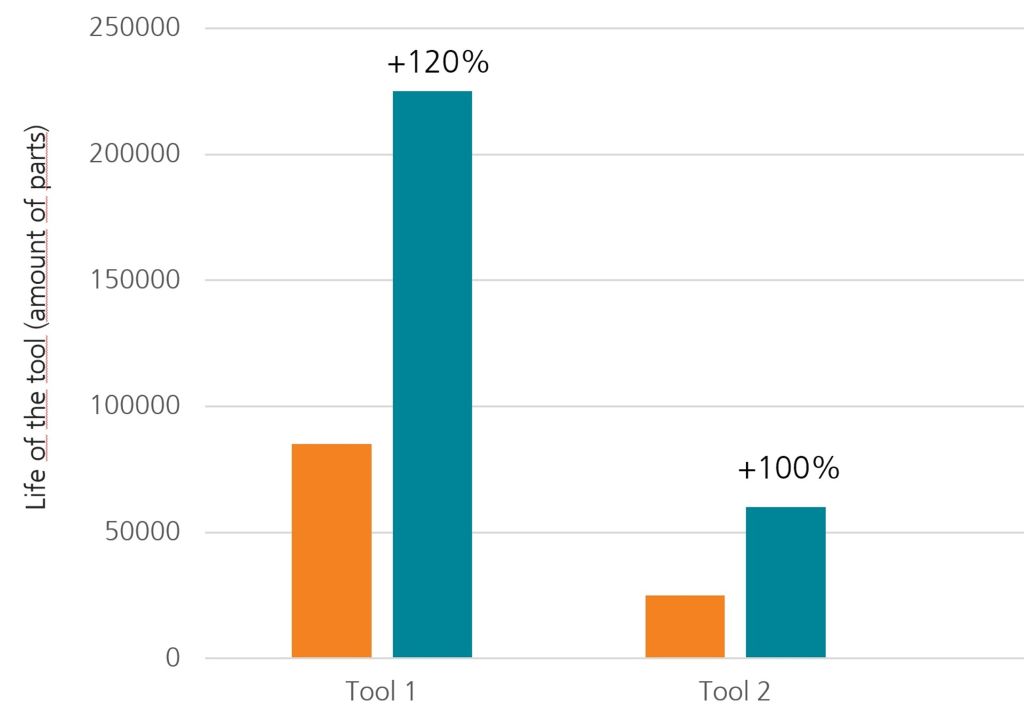
Aby zminimalizować krytyczne gradienty temperatury w przypadku dużych narzędzi, opracowano dodatkowo podgrzewany moduł substratowy. Platforma budowlana osiąga teraz temperaturę 200 °C, co sprawia, że każda nowa warstwa nie schładza się do temperatury pokojowej, lecz tylko do zdefiniowanego termicznego plateau. Takie podejście redukuje napięcia wywołane termicznie oraz ryzyko powstawania pęknięć w trakcie procesu budowy. Połączenie dużej objętości roboczej, wysokiej stabilności procesu i aktywnego podgrzewania sprawia, że ta instalacja jest jednym z pierwszych na świecie systemów LPBF, które nadają się do ekonomicznej produkcji form odlewniczych bliskich zastosowaniu, również dla Mega lub Giga Castingu.
„Klucz do sukcesu leży w materiale L-40 firmy MacLean-Fogg, który jest dostosowany do wymagań PBF-LB/M“, komentuje Prätzsch. Ta stal charakteryzuje się znacznie zmniejszoną tendencją do pękania w porównaniu do konwencjonalnych stali narzędziowych – zarówno podczas produkcji, jak i w obróbce cieplnej. L-40 osiąga już w stanie as-built wysoką dokładność wymiarową, wyjątkowe właściwości w zakresie twardości (48 HRC), wytrzymałości na rozciąganie (1420 MPa) oraz udarności (ponad 60 J). W ramach szerokich badań pomyślnie zwalidowano zarówno transfer parametrów na nową koncepcję maszyny, jak i wydajność w złożonych geometriach – na przykład w przypadku okrągłych lub zwisających kanałów chłodzących.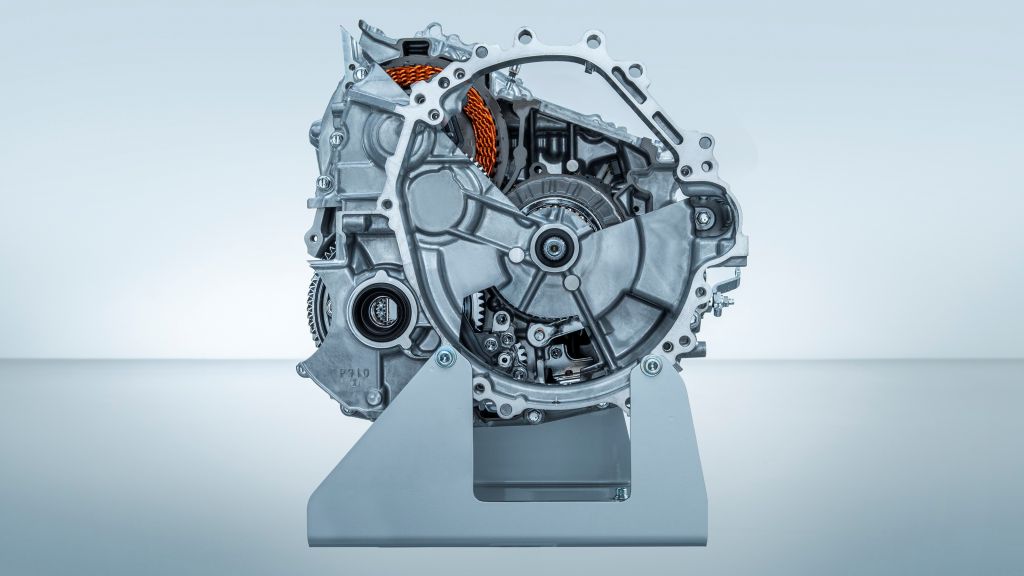
W sumie połączenie skalowalnej maszyny PBF-LB/M i specjalnie opracowanego materiału po raz pierwszy umożliwia ekonomiczną, powtarzalną produkcję dużych form odlewniczych z bliskim chłodzeniem. Pierwsze zastosowania pokazują, że żywotność takich narzędzi w porównaniu do konwencjonalnych form można znacznie wydłużyć.
Hybrydowa produkcja dla narzędzi seryjnych
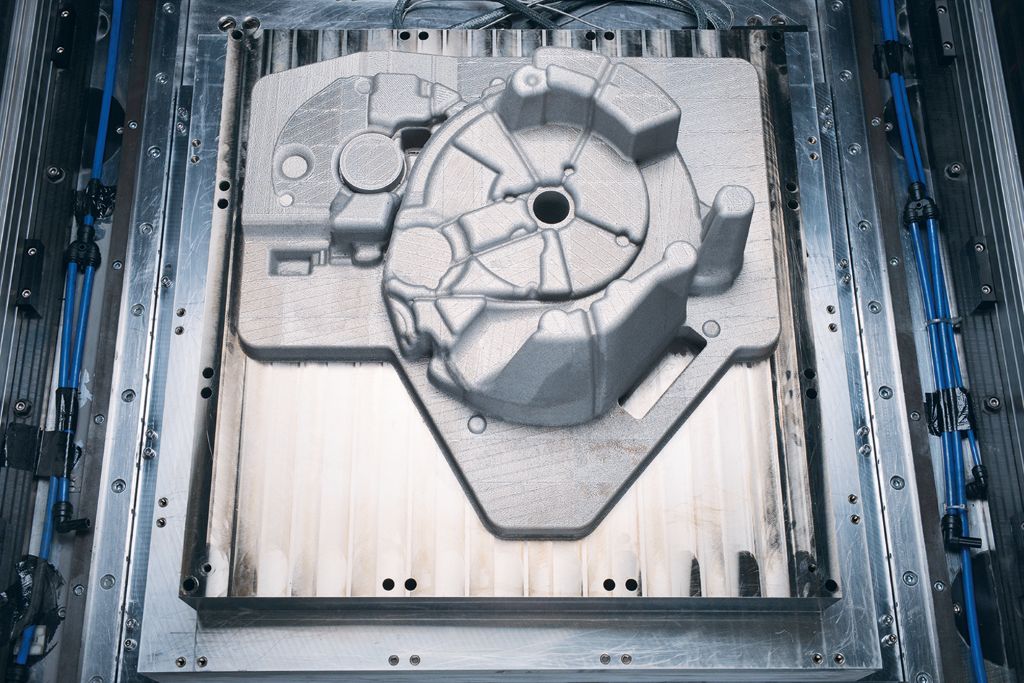
W ramach projektu partnerzy wyprodukowali wkład narzędziowy z dodatku do obudowy skrzyni biegów, który już dziś jest używany w Toyocie. Wkład formy odlewniczej zawiera złożoną sieć chłodniczych kanałów, co stanowi wyraźną przewagę produkcji addytywnej, której nie można zrealizować przy użyciu konwencjonalnej obróbki skrawaniem. Zespół projektowy zdecydował się na hybrydowy proces budowy narzędzi na specjalnie wykonanej preformie, która już miała pionowe kanały chłodzące. Dokładne pozycjonowanie i procesowe połączenie obu komponentów stawiało wysokie wymagania dotyczące kalibracji maszyn, precyzji i prowadzenia procesu. Takie struktury hybrydowe oferują potencjał do dalszego skracania czasu budowy i kosztów, ponieważ kosztowniejsza metoda PBF-LB/M jest stosowana tylko w tych obszarach komponentów, które nie mogą być zrealizowane konwencjonalnie.
Złożoną strukturę chłodzenia zaprojektowano tak, aby krytyczne strefy formy były skutecznie temperowane podczas odlewania. Dzięki temu zmniejsza się obciążenie termiczne, co prowadzi do znacznie dłuższej żywotności narzędzia. W poprzednich projektach udało się uzyskać nawet czterokrotnie dłuższą żywotność w porównaniu do konwencjonalnego narzędzia H13.
Po zbudowaniu formy HPDC nastąpiło typowe dla przemysłu hartowanie z odpuszczaniem i utwardzaniem oraz konwencjonalna obróbka frezarska funkcjonalnych powierzchni. Wysoka dokładność wymiarowa podstawy addytywnej wymagała jedynie precyzyjnego wykończenia bez dodatkowego zużycia materiału.
Pionierzy efektywnych i trwałych form odlewniczych w przemyśle motoryzacyjnym
Produkcja dużych form odlewniczych za pomocą metod addytywnych odpowiada na kilka kluczowych wyzwań współczesnej produkcji motoryzacyjnej, szczególnie w kontekście transformacji w kierunku elektromobilności. Kluczową zaletą jest bliskie chłodzenie, które dzięki drukowi 3D można po raz pierwszy swobodnie kształtować. Kanały chłodzące można optymalnie dostosować do termicznie obciążonych stref narzędzia. To lokalnie obniża szczyty temperatury, redukuje zużycie termomechaniczne i znacząco wydłuża żywotność formy.
Jednocześnie produkcja addytywna oferuje możliwość drastycznego skrócenia czasów realizacji. Zamiast skomplikowanej obróbki wielu komponentów narzędziowych i ich montażu wystarczy skonsolidowana, ciągła budowa addytywna. Forma odlewnicza dla Toyoty została wyprodukowana w mniej niż dziesięć dni, włącznie ze wszystkimi krokami przygotowawczymi. Dla OEM oznacza to krótsze cykle rozwoju i szybsze wprowadzenie nowych platform pojazdów na rynek.
Możliwość hybrydowego budowania dużych narzędzi stwarza dodatkową elastyczność. Komponenty z określonymi interfejsami mogą być efektywnie dodawane i funkcjonalnie optymalizowane, bez konieczności ponownego wytwarzania całego komponentu. Dzięki temu zmniejsza się zarówno zużycie materiału, jak i koszty na narzędzie.
»Z L-40 postanowiliśmy przekroczyć granice produkcji addytywnej dla narzędzi do formowania na gorąco i na zimno, a w szczególności dla narzędzi do odlewania. Ten projekt udowadnia, że możliwe jest wytwarzanie dużych, złożonych i jednocześnie wysoce obciążalnych wkładów, i dostarcza wyraźnych kamieni milowych, aby być również ekonomicznie atrakcyjnym. Produkcja addytywna jest gotowa na prawdziwe wyzwania w skali przemysłowej. Dla OEM to decydująca przewaga: krótsze czasy rozwoju, dłuższe czasy pracy narzędzi i większa elastyczność w projektowaniu narzędzi«, mówi Harald Lemke, dyrektor zarządzający ds. zarządzania produktami, MacLean-Fogg Component Solutions.
Dla producentów pojazdów, takich jak Toyota, którzy stawiają na mniej pojedynczych części i bardziej złożone struktury, te rozwój stwarza nowe możliwości w strategii narzędziowej: mniej wysiłku przy produkcji narzędzi, dłuższe czasy pracy i możliwość realizacji wielu wariantów za pomocą jednego narzędzia.
Wytworzony komponent imponująco pokazuje, że opracowany łańcuch procesów – składający się z dużej instalacji LPBF, innowacyjnego materiału i hybrydowej produkcji – spełnia wymagania rzeczywistych zastosowań przemysłowych nawet w kontekście Giga Castingu.
Potencjał sięga daleko poza pojedynczy przypadek: Opracowany łańcuch procesów nadaje się nie tylko do dużych wkładów aluminiowych HPDC, ale także do większości innych narzędzi do formowania na gorąco i na zimno oraz wkładów, takich jak wkłady do tłoczenia, gwintów czy form wtryskowych. Wszędzie tam, gdzie potrzebne są wysoko obciążone narzędzia z złożonym chłodzeniem i ograniczonymi wielkościami serii, produkcja addytywna może przynieść znaczące korzyści.
Kontakt:


