

Fraunhofer ILT i MacLean-Fogg zajednički su izradili kompleksni alat za lijevanje pod pritiskom s laserom za fuziju praha (PBF-LB/M). Posebno razvijeni alatni čelik L-40 prvi put omogućava aditivnu proizvodnju snažno opterećenih, velikih alata i tako omogućava implementaciju hlađenja blizu konture. Prvi rezultati manjih alata koje Toyota već koristi u serijskoj proizvodnji ukazuju na znatno produženje radnog vijeka aditivno proizvedenih alata. U trenutnom projektu nastao je hibridni, veliki alat za kućište mjenjača Toyota Yaris Hybrid. Kombinirani postupak s konvencionalnim predoblikom plus aditivno proizvedene strukture skraćuje vrijeme proizvodnje, smanjuje troškove i omogućava veliku raznolikost varijanti na zajedničkoj platformi alata.
Automobilska industrija prolazi kroz duboke promjene. Pritisak na troškove i prijelaz na električna vozila prisiljavaju mnoge proizvođače da temeljito preispitaju svoju arhitekturu vozila i proizvodne procese. Mnogi proizvođači trenutno smanjuju broj pojedinačnih dijelova od lima i teže što manjem broju, ali visoko složenim strukturalnim komponentama. Osobito kod velikih aluminijskih dijelova, poput okvira ili komponenti mjenjača, rastu i zahtjevi za alate: moraju biti termički visoko opterećeni, omogućiti varijacije i što brže se prilagoditi novim geometrijama.
Ova promjena donosi nove izazove: Kalupi potrebni za to moraju biti ne samo veći nego i otporniji, uz istovremeno složenu geometriju i kraće vrijeme razvoja. Upravo tu započinje projekt na Fraunhofer Institutu za lasersku tehnologiju ILT u suradnji s proizvođačem praha L-40, MacLean-Fogg, i Toyotom kao krajnjim korisnikom.
Korištenjem gantry-bazirane PBF-LB/M mašine razvijene na Fraunhofer ILT s skalabilnim volumenom izrade i alatnog čelika razvijenog od strane MacLean-Fogg za aditivnu proizvodnju, po prvi put su vrlo veliki kalupi za lijevanje pod pritiskom s hlađenjem blizu konture aditivno proizvedeni – prikladni za velike komponente od lijevanog aluminija pod visokim pritiskom (HPDC).
Masivne geometrije su do sada u PBF-LB/M dovele do vlastitih naprezanja i kritičnih defekata.
S porastom uspostavljanja postupaka velikog lijevanja rastu i zahtjevi za alatima koji se koriste u HPDC-u. Oblikovi moraju omogućiti preciznu, reproduktivnu kvalitetu dijelova pri vrlo velikim količinama i pritom izdržati ekstremne mehaničke i termalne opterećenja. Kako bi se osigurao dovoljan vijek trajanja umetaka alata, složene unutarnje strukture hlađenja su neophodne, a koje se ne mogu ostvariti konvencionalnim proizvodnim metodama. Dva ključna problema do sada su ograničila aditivnu proizvodnju takvih velikih oblika za lijevanje pod pritiskom: s jedne strane, dostupni volumen izrade klasičnih PBF-LB/M strojeva je premalen da bi se oblikovni umetci u rasponu od 600 x 600 mm² ili više mogli proizvesti u jednom komadu. S druge strane, do sada korišteni alatni čelici – posebno H11 (1.2343), H13 (1.2344) ili M300 – u ovoj veličini (>20.000 cm³) nisu procesno sigurni za obradu. Čak i pri optimalnim parametrima prijeti pojava pukotina, termička deformacija i nedovoljna mehanička svojstva.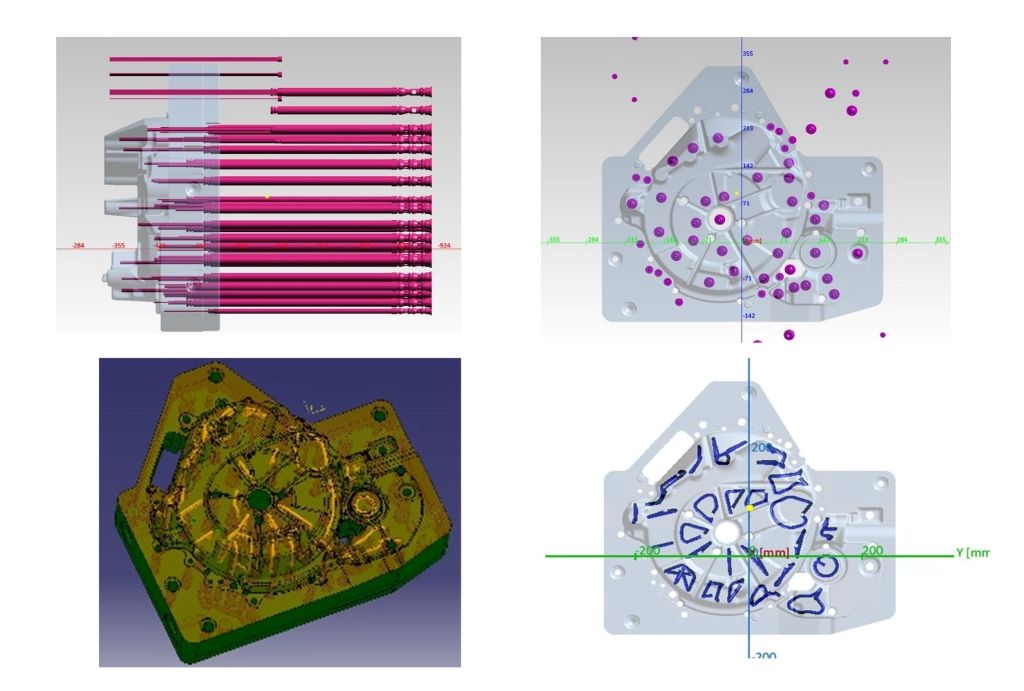
To vrijedi i tijekom laserski temeljenog izgradnje, kao i u naknadnoj toplinskoj obradi. Rizik je veći što su temperaturne gradijente unutar dijela jače izražene tijekom proizvodnog procesa – efekt koji je posebno izražen kod velikih radnih komada. "Kako bismo prevladali ovu ograničenost, potrebna je nova generacija strojeva i materijala koji su posebno prilagođeni zahtjevima velikih HPDC alata", objašnjava Niklas Prätzsch, voditelj grupe LPBF procesne tehnologije na Fraunhofer ILT. "Upravo je ova kombinacija bila predmet sada realiziranih razvoja."
«Nova tehnologija materijala i strojeva omogućava po prvi put proizvodnju velikih alata s slobodno oblikovanim sustavom hlađenja. Time se ne samo da se lokalni temperaturni vrhovi u procesu lijevanja mogu ciljano smanjiti, već se i raznolikost varijanti povećava uz istovremeno visoku trajnost. Tako se na platformi alata mogu proizvoditi različite komponente bez potrebe za izradom novih alata svaki put.»
Skalabilna LPBF proizvodnja za dijelove velike veličine bez pukotina
U tu svrhu je dalje razvijena Gantry-bazirana 5-Laser PBF-LB/M mašina koja je razvijena na Fraunhofer ILT, s trenutnim volumenom izrade od 1.000 x 800 x 350 mm³. Za razliku od konvencionalnih sustava, ona ima pomični obrambeni glavu i lokalno vođenje zaštitnog plina, tako da je volumen izrade linearno skalabilan duž osi mašine uz iste uvjete procesa (brzina protoka zaštitnog plina, kut odstupanja laserskog snopa itd.). Time se perspektivno mogu dodatno izrađivati i veći alati od onih koji su razmatrani u ovom projektu, kao što je umetanje alata s volumenom od preko 20.000 cm³ i bounding box-om od 515 x 485 x 206 mm³.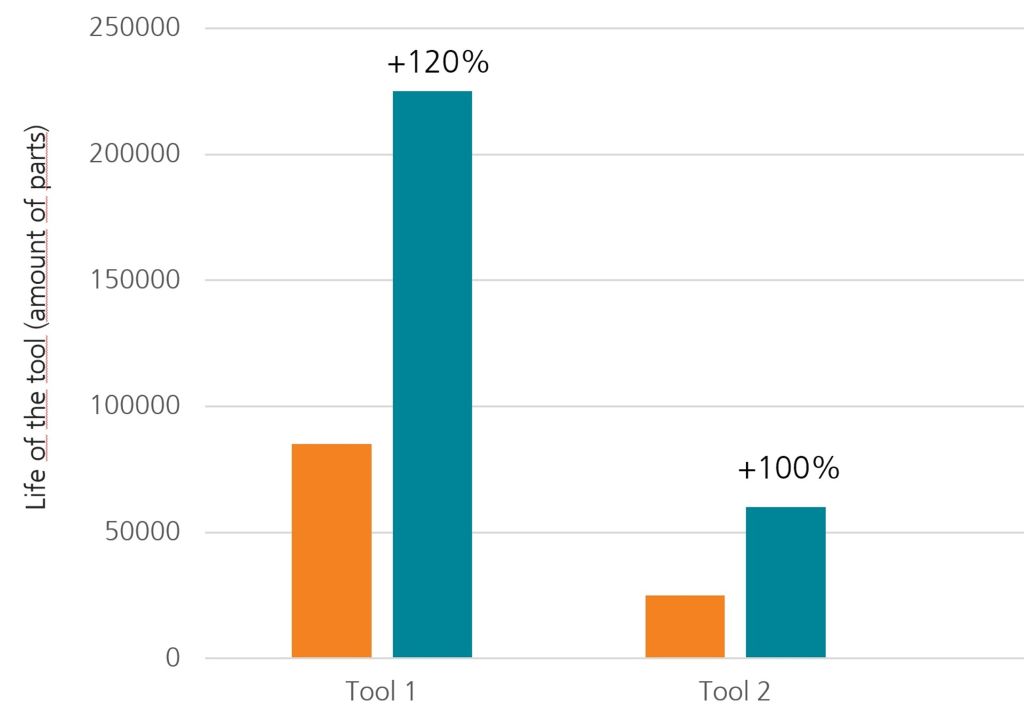
Kako bi se minimizirali kritični temperaturni gradijenti kod velikovolumenskih alata, dodatno je razvijen grijani substratni modul. Građevinska platforma sada doseže temperaturu od 200 °C, čime se svaka nova sloj ne hladi na sobnu temperaturu, već samo na unaprijed definiranu toplinsku ravnotežu. Ovaj pristup smanjuje termički inducirane napetosti i opasnost od nastanka pukotina tijekom procesa izrade. Kombinacija velikog prostora za izradu, visoke procesne stabilnosti i aktivnog predgrijavanja čini ovu opremu jednom od prvih LPBF sustava u svijetu koja je pogodna za ekonomsku proizvodnju oblikovanih kalupa za lijevanje, čak i za Mega ili Giga lijevanje.
»Ključ uspjeha leži u L-40 materijalu tvrtke MacLean-Fogg, koji je prilagođen zahtjevima PBF-LB/M«, komentira Prätzsch. Ova čelik se odlikuje znatno smanjenom sklonošću pucanju u usporedbi s konvencionalnim alatnim čelicima – kako tijekom proizvodnje, tako i tijekom toplinske obrade. L-40 već u stanju as-built postiže visoku dimenzionalnu stabilnost, izvanredne karakteristike tvrdoće (48 HRC), vlačne čvrstoće (1420 MPa) i udarne žilavosti (>60 J). U opsežnim istraživanjima uspješno su validirani i prijenos parametara na novi koncept stroja, kao i performanse u složenim geometrijama – primjerice kod okruglih ili visećih hladnjaka.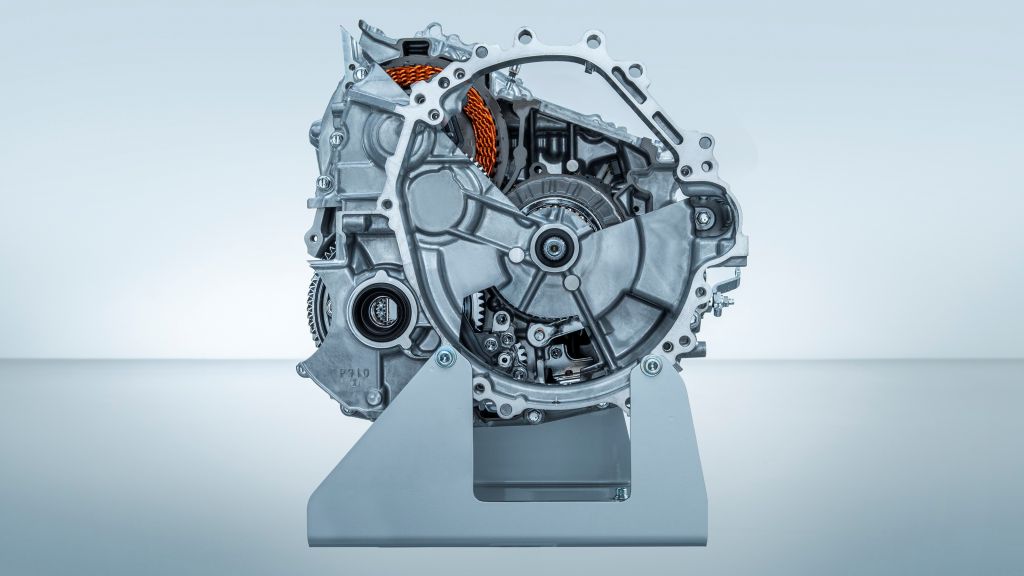
U zbroju, kombinacija skalabilne PBF-LB/M mašine i posebno razvijenog materijala prvi put omogućava ekonomsku, reproducibilnu proizvodnju velikih kalupa za lijevanje pod pritiskom s hlađenjem blizu konture. Prve primjene pokazuju da se trajnost alata proizvedenih na ovaj način u usporedbi s konvencionalnim oblicima značajno produžava.
Hibridna proizvodnja za serijske alate
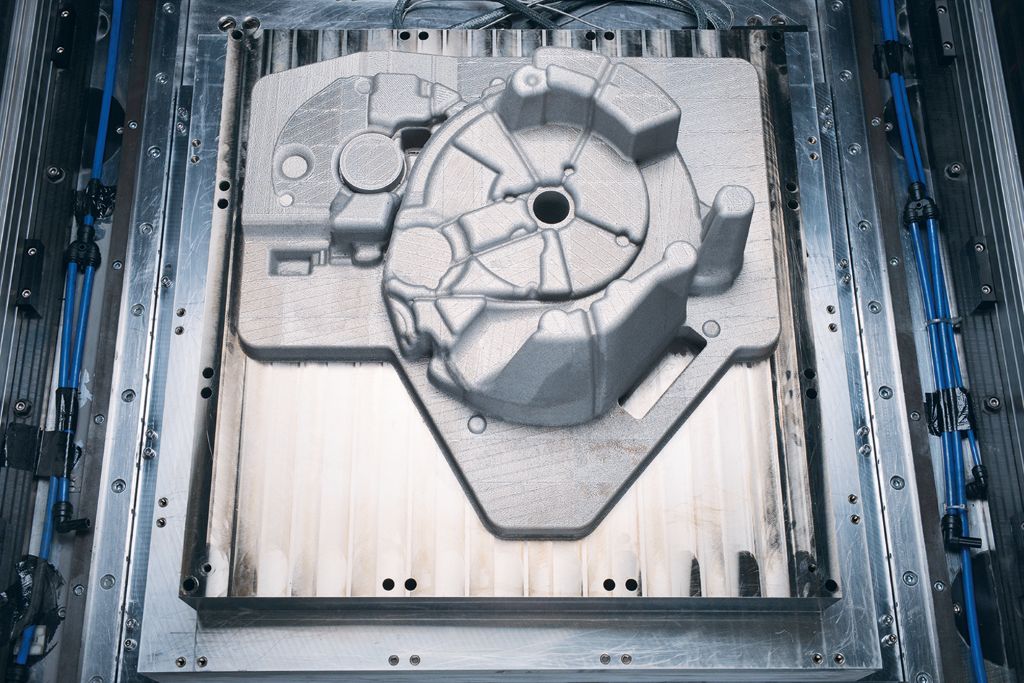
U okviru projekta, partneri su proizveli aditivno izrađeni alat za kućište mjenjača, koji se već danas koristi u Toyoti. Uložak za kalup za lijevanje pod pritiskom sadrži složenu mrežu kanala za hlađenje blizu konture, što je već jasna prednost aditivne proizvodnje koja se ne može ostvariti konvencionalnom obradom. Projektni tim odlučio je za hibridni proces na posebno izrađenoj preformi koja je već imala vertikalne kanale za hlađenje. Točna pozicija i procesno sigurno povezivanje oba komponente postavila su visoke zahtjeve za kalibraciju mašine, preciznost i vođenje procesa. Takve hibridne strukture nude potencijal za daljnje smanjenje vremena izrade i troškova, jer se skuplji PBF-LB/M postupak koristi samo u onim dijelovima koji se ne mogu ostvariti konvencionalno.
Složena struktura hlađenja koju su istraživači osmislili tako da kritične zone kalupa tijekom lijevanja budu učinkovito temperirane. Time se smanjuje toplinska opterećenja, što dovodi do značajno dužeg radnog vijeka alata. U prethodnim projektima, s usporedivim aditivnim alatom, postignut je radni vijek do četiri puta duži u odnosu na konvencionalni H13 alat.
Nakon izrade HPDC kalupa, uslijedila je industrijski tipična toplinska obrada s opuštanjem napetosti i kaljenjem, kao i konvencionalna obrada funkcionalnih površina. Visoka dimenzionalna točnost aditivnog osnovnog tijela zahtijevala je samo preciznu završnu obradu bez dodatnog troška materijala.
Pioniri za učinkovite i dugotrajne kalupe u automobilskoj industriji
Proizvodnja velikih kalupa za lijevanje putem aditivnih postupaka rješava nekoliko ključnih izazova današnje automobilske proizvodnje, posebno u kontekstu transformacije prema elektromobilnosti. Ključna prednost leži u hlađenju blizu konture, koje se putem 3D ispisa prvi put može slobodno oblikovati. Kanali za hlađenje mogu se optimalno prilagoditi termički visoko opterećenim zonama alata. To lokalno smanjuje temperaturne vrhove, smanjuje termomehaničko trošenje i značajno produžava vijek trajanja kalupa.
Istovremeno, aditivna proizvodnja nudi mogućnost drastičnog skraćivanja vremena izrade. Umjesto složene obrade više komponenti alata i njihove montaže, dovoljan je konsolidirani, kontinuirani aditivni pristup. Kalup za lijevanje pod pritiskom za Toyotu izrađen je za manje od deset dana, uključujući sve pripremne korake. Za OEM-ove to znači kraće razvojne cikluse i brže uvođenje novih platformi vozila na tržište.
Mogućnost hibridne izrade velikih alata stvara dodatnu fleksibilnost. Dijelovi s definiranim sučeljima mogu se učinkovito aditivno dopuniti i funkcionalno optimizirati, bez potrebe za ponovnom izradom cijelog dijela. Time se smanjuju i potrošnja materijala i troškovi po alatu.
»S L-40 smo si postavili cilj prevladati granice aditivne proizvodnje za alate za toplo i hladno oblikovanje općenito, a posebno za alate za lijevanje pod pritiskom. Ovaj projekt dokazuje da je moguće proizvesti velike, složene i istovremeno visoko opterećene umetke, te pruža jasne prekretnice kako bi bio i ekonomski atraktivan. Aditivna proizvodnja je spremna prihvatiti stvarne izazove u industrijskom mjerilu. Za OEM-ove to je ključna prednost: kraći razvojni periodi, duži radni vijek alata i veća fleksibilnost u dizajnu alata«, kaže Harald Lemke, direktor upravljanja proizvodima, MacLean-Fogg Component Solutions.
Za proizvođače vozila poput Toyote, koji se oslanjaju na manje dijelova i složenije strukture, ova dostignuća nude nove mogućnosti u strategiji alata: manje napora u proizvodnji alata, duži radni vijek i mogućnost realizacije više varijanti s jednim alatom.
Izrađeni dio impresivno pokazuje da razvijeni procesni lanac – sastavljen od velikog LPBF sustava, inovativnog materijala i hibridne proizvodnje – ispunjava zahtjeve stvarnih industrijskih primjena čak i u okruženju Giga Casting.
Potencijal seže daleko izvan pojedinačnog slučaja: Razvijeni procesni lanac prikladan je ne samo za velike aluminijske HPDC umetke, već i za većinu drugih alata za toplo i hladno oblikovanje i umetke kao što su umetci za probijanje, navoj ili injekcijsko lijevanje. Svuda gdje su potrebni visoko opterećeni alati s složenim hlađenjem i ograničenim serijama, aditivna proizvodnja može pružiti značajne prednosti.
Kontakt:


