

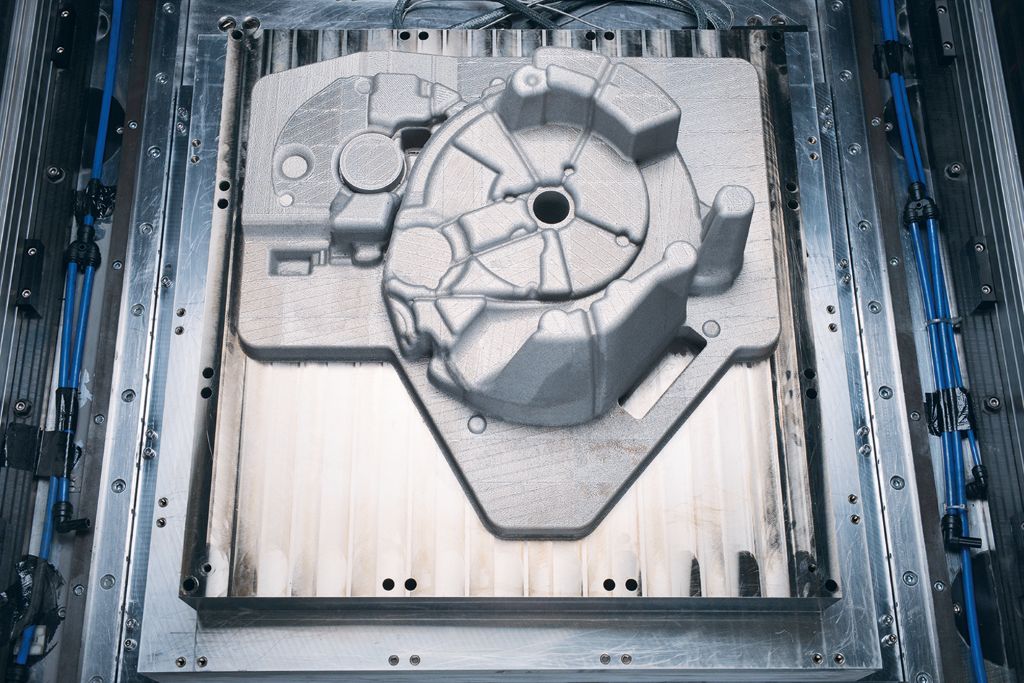
Fraunhofer ILT a MacLean-Fogg společně vyrobily komplexní vstřikovací formu s laserovým tavením prášku (PBF-LB/M). Speciálně vyvinutá nástrojová ocel L-40 poprvé umožňuje aditivní výrobu silně zatížených, objemných nástrojů a tím i realizaci konturního chlazení. První výsledky menších nástrojů, které Toyota již používá v sériové výrobě, naznačují výrazně prodlouženou životnost aditivně vyráběných nástrojů. V aktuálním projektu vznikl hybridní, objemný nástroj pro převodovkový kryt Toyota Yaris Hybrid. Kombinovaný proces s konvenčním předformováním a aditivně vyráběnými strukturami zkracuje výrobní čas, snižuje náklady a umožňuje vysokou variabilitu na společné nástrojové platformě.
Automobilový průmysl prochází hlubokou změnou. Tlak na náklady a přechod na elektromobilitu nutí mnoho výrobců zásadně přehodnotit svou architekturu vozidel a výrobní procesy. Mnoho výrobců v současnosti snižuje počet jednotlivých lisovaných dílů a usiluje o co nejmenší, ale vysoce komplexní strukturální komponenty. Zejména u velkých hliníkových dílů, jako jsou rámové nebo převodové komponenty, se zvyšují také požadavky na nástroje: musí být tepelně vysoce zatížitelné, umožňovat varianty a co nejrychleji se přizpůsobit novým geometrickým tvarům.
Tato změna přináší nové výzvy: Odlitky potřebné pro tento proces musí být nejen větší než dosud, ale také odolnější při současně složité geometrii a kratších vývojových časech. Právě zde se zaměřuje projekt na Fraunhoferově institutu pro laserovou techniku ILT ve spolupráci s výrobcem prášku L-40 MacLean-Fogg a Toyotou jako koncovým uživatelem.
Díky použití gantry-bazované PBF-LB/M stroje vyvinutého na Fraunhofer ILT se škálovatelným objemem a nástrojové oceli vyvinuté společností MacLean-Fogg pro aditivní výrobu bylo poprvé možné aditivně vyrábět velmi velké tlakové litinové formy s blízkým chlazením – vhodné pro velkoobjemové komponenty z vysokotlakého lití (HPDC).
Masivní geometrie vedly v PBF-LB/M dosud k vlastnímu napětí a kritickým vadám.
S rostoucím zaváděním velkých odlévacích procesů se zvyšují také požadavky na nástroje, které se používají při HPDC. Formy musí umožnit přesnou, reprodukovatelnou kvalitu dílů při velmi vysokých počtech kusů a zároveň odolávat extrémním mechanickým a tepelným zatížením. Aby byla zajištěna dostatečná životnost nástrojových vložek, jsou nezbytné složité, vnitřní chladicí struktury, které nelze realizovat konvenčními výrobními metodami. Dvě centrální problémy dosud omezovaly aditivní výrobu takových velkoformátových tlakových odlévacích forem: Za prvé, dostupný stavební objem klasických PBF-LB/M strojů je příliš malý na to, aby bylo možné vyrobit formové vložky o rozměrech 600 x 600 mm² nebo více v jednom kuse. Za druhé, dosud používané nástrojové oceli – zejména H11 (1.2343), H13 (1.2344) nebo M300 – nelze v této velikosti (>20.000 cm³) zpracovávat procesně bezpečně. I při optimálních parametrech hrozí vznik trhlin, tepelná deformace a nedostatečné mechanické vlastnosti.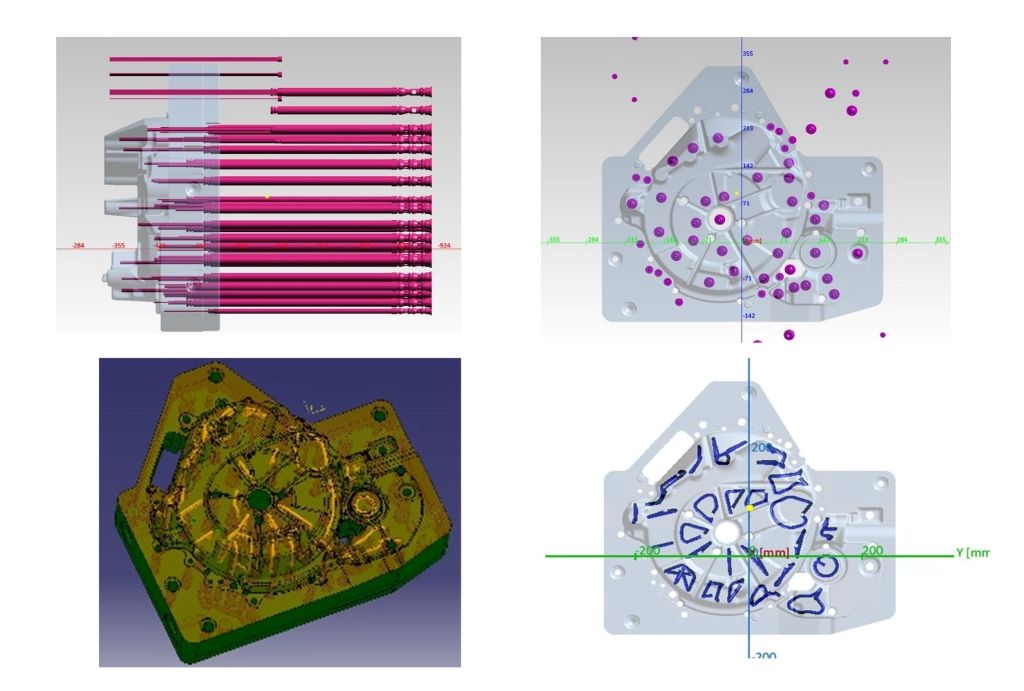
To platí jak během laserbasiertého vytváření, tak v následném tepelném zpracování. Riziko je tím větší, čím silnější jsou teplotní gradienty uvnitř součásti během výrobního procesu – efekt, který je u velkoobjemových pracovních kusů zvlášť výrazný. „Abychom tuto omezení překonali, potřebujeme novou generaci strojů a materiálů, které jsou speciálně přizpůsobeny požadavkům velkoformátových HPDC nástrojů,“ vysvětluje Niklas Prätzsch, vedoucí skupiny LPBF procesní techniky na Fraunhofer ILT. „Právě tato kombinace byla předmětem nyní realizovaných vývojů.
„Nová materiálová a strojní technologie poprvé umožňuje vyrábět také velkoobjemové nástroje s volně tvarovanou chladicí strukturou. Tím se nejen cíleně snižují místní teplotní špičky v lití, ale také se zvyšuje rozmanitost variant při současně vysoké životnosti. Na jedné nástrojové platformě je možné vyrábět různé součásti, aniž by bylo nutné pokaždé vyrábět nové nástroje.“
Škálovatelná LPBF výroba pro beztrhlinové velké díly
K tomu byla dále vyvinuta gantry-based 5-laser PBF-LB/M stroj vyvinutý na Fraunhofer ILT s aktuálním stavebním objemem 1.000 x 800 x 350 mm³. Na rozdíl od konvenčních systémů má pohyblivou zpracovatelskou hlavu a místní vedení ochranného plynu, takže je stavební objem při stejných procesních okrajových podmínkách (rychlost proudění ochranného plynu, úhel odchylky laserového paprsku atd.) podél strojních os lineárně škálovatelný. To umožňuje perspektivně vyrábět ještě větší nástroje aditivně než je v tomto projektu zvažované nástrojové vložení s objemem přes 20.000 cm³ a ohraničující krabicí o rozměrech 515 x 485 x 206 mm³.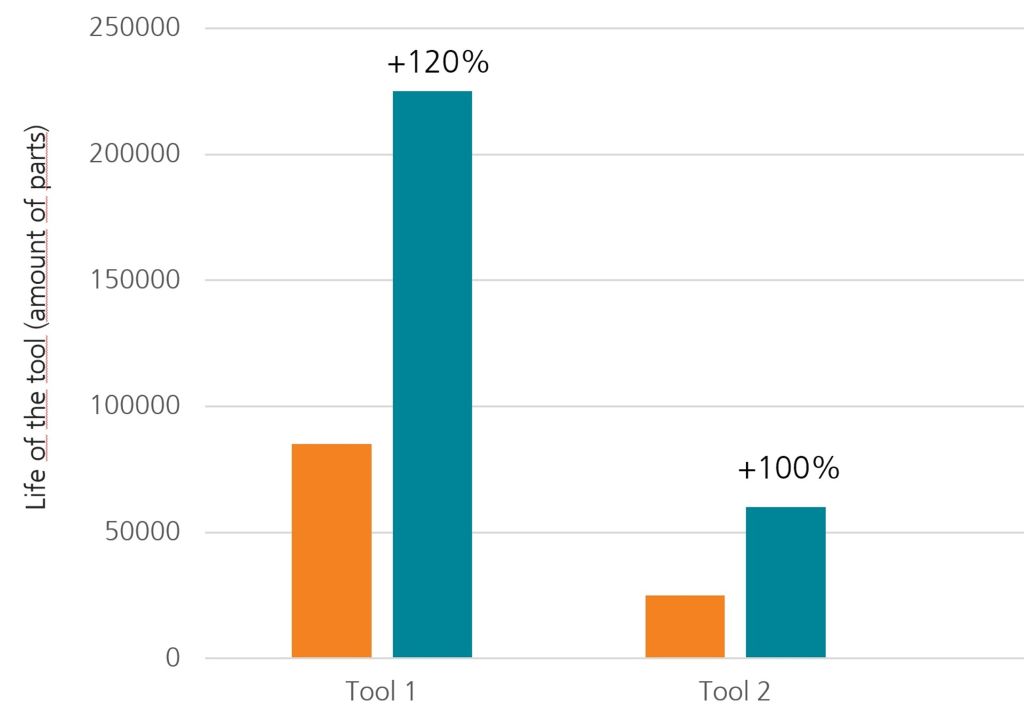
Aby se minimalizovaly kritické teplotní gradienty u velkoobjemových nástrojů, byl navíc vyvinut vyhřívaný substrátový modul. Stavební platforma nyní dosahuje teploty 200 °C, což znamená, že každá nová vrstva se neochlazuje na pokojovou teplotu, ale pouze na předem definované tepelné plateau. Tento přístup snižuje tepelně indukované napětí a riziko vzniku trhlin během výrobního procesu. Kombinace velkého stavebního prostoru, vysoké procesní stability a aktivního předohřevu činí tento systém jedním z prvních LPBF systémů na světě, který je vhodný pro ekonomickou výrobu blízkých tlakových odlévacích forem i pro Mega nebo Giga Casting.
»Klíčem k úspěchu je materiál L-40 od společnosti MacLean-Fogg, který je přizpůsoben požadavkům PBF-LB/M«, komentuje Prätzsch. Tento ocel se vyznačuje výrazně sníženou tendencí k praskání ve srovnání s konvenčními nástrojovými ocelmi – jak během výroby, tak při tepelném zpracování. L-40 dosahuje již v as-built stavu vysoké rozměrové stability, vynikajících vlastností při tvrdosti (48 HRC), pevnosti v tahu (1420 MPa) a nárazové houževnatosti (>60 J). V rozsáhlých studiích byly úspěšně validovány jak přenos parametrů na nový strojní koncept, tak výkon v komplexních geometriích – například u kulatých nebo převislých chladicích kanálů.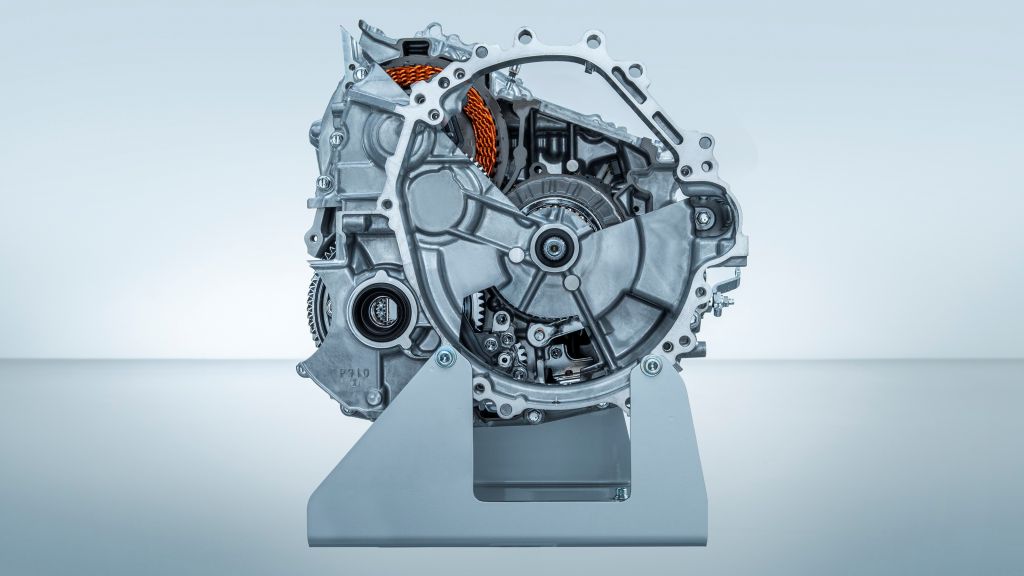
V souhrnu kombinace škálovatelné PBF-LB/M stroje a vlastního vyvinutého materiálu poprvé umožňuje ekonomickou, reprodukovatelnou výrobu velkoformátových tlakových litinových forem s konturním chlazením. První aplikace ukazují, že životnost takto vyrobených nástrojů se ve srovnání s konvenčními formami výrazně prodlužuje.
Hybridní výroba pro sériové nástroje
V rámci projektu vyrobili partneři aditivně vyráběný nástroj pro skříň převodovky, který je již dnes používán ve společnosti Toyota. Tlaková litinová forma obsahuje složitou síť konturních chladicích kanálů, což je jasná výhoda aditivní výroby, kterou nelze realizovat konvenčním obráběním. Projektový tým se rozhodl pro hybridní proces na vlastně vyrobené preformě, která již měla vertikální chladicí kanály. Přesné umístění a procesně bezpečné spojení obou komponentů kladlo vysoké nároky na kalibraci strojů, přesnost a řízení procesu. Takové hybridní struktury nabízejí potenciál dále snižovat čas výstavby a náklady, protože nákladnější PBF-LB/M proces se používá pouze v těch oblastech komponentů, které nelze konvenčně realizovat.
Složitou chladicí strukturu navrhli výzkumníci tak, aby kritické zóny formy byly během lití efektivně temperovány. Tím se snižuje tepelná zátěž, což vede k výrazně delší životnosti nástroje. V předchozích projektech bylo s porovnatelným aditivním nástrojem dosaženo až čtyřnásobně delší životnosti ve srovnání s konvenčním H13 nástrojem.
Po sestavení HPDC formy následovalo průmyslově typické tepelné zpracování s uvolněním napětí a kalením, stejně jako konvenční frézování funkčních ploch. Vysoká rozměrová přesnost aditivního základního tělesa vyžadovala pouze přesné dokončení bez dodatečných materiálových nákladů.
Průkopníci pro efektivní a dlouhotrvající litinové formy v automobilovém průmyslu
Výroba velkoformátových litinových forem pomocí aditivních procesů řeší několik klíčových výzev současné automobilové výroby, zejména v kontextu transformace směrem k elektromobilitě. Klíčovou výhodou je konturní chlazení, které lze díky 3D tisku poprvé volně navrhnout. Chladicí kanály lze optimálně přizpůsobit tepelně vysoce zatíženým zónám nástroje. To snižuje místně teplotní špičky, redukuje termomechanické opotřebení a významně prodlužuje životnost formy.
Zároveň aditivní výroba nabízí možnost drasticky zkrátit průběžné časy. Místo složitého zpracování několika komponent nástroje a jejich montáže stačí konsolidovaná, průběžně aditivní konstrukce. Tlaková litinová forma pro Toyotu byla vyrobena za méně než deset dní, včetně všech přípravných kroků. Pro OEM to znamená kratší vývojové cykly a rychlejší uvedení nových automobilových platforem na trh.
Možnost hybridně vyrábět velkoobjemové nástroje vytváří dodatečnou flexibilitu. Komponenty s definovanými rozhraními mohou být efektivně aditivně doplněny a funkčně optimalizovány, aniž by bylo nutné znovu vyrábět celý komponent. Tím se snižují jak materiálové náklady, tak náklady na nástroj.
»S L-40 jsme si dali za cíl překonat hranice aditivní výroby pro teplé a studené tvářecí nástroje obecně a pro tlakové litinové nástroje zvlášť. Tento projekt dokazuje, že je možné vyrábět velké, složité a zároveň vysoce zatížitelné vložky, a poskytuje jasné milníky, aby byly také ekonomicky atraktivní. Aditivní výroba je připravena přijmout skutečné výzvy v průmyslovém měřítku. Pro OEM je to rozhodující výhoda: kratší doby vývoje, delší životnost nástrojů a více flexibility v designu nástrojů«, říká Harald Lemke, ředitel produktového managementu, MacLean-Fogg Component Solutions.
Pro výrobce automobilů jako Toyota, kteří se spoléhají na méně jednotlivých dílů a složitější struktury, nabízejí tyto vývoje nové možnosti v nástrojové strategii: méně práce při výrobě nástrojů, delší provozní doby a možnost realizovat více variant s pouze jedním nástrojem.
Vyrobený komponent jasně dokazuje, že vyvinutý procesní řetězec – skládající se z velkoformátového LPBF zařízení, inovativního materiálu a hybridní výroby – splňuje požadavky reálných průmyslových aplikací i v prostředí Giga Casting.
Potenciál sahá daleko za jednotlivé případy: Vyvinutý procesní řetězec je vhodný nejen pro velké hliníkové HPDC nástrojové vložky, ale také pro většinu ostatních teplých a studených tvářecích nástrojů a vložek, jako jsou razící, závitové nebo vstřikovací vložky. Kdekoliv jsou potřeba vysoce zatížené nástroje se složitým chlazením a omezenými velikostmi sérií, může aditivní výroba nabídnout výrazné výhody.
Kontakt:


