

El Fraunhofer ILT y MacLean-Fogg han fabricado conjuntamente un inlay de herramienta de fundición a presión complejo utilizando fusión por lecho de polvo láser (PBF-LB/M). El acero para herramientas L-40, desarrollado específicamente, permite por primera vez la fabricación aditiva de herramientas de gran volumen sometidas a altas cargas, lo que permite la implementación de refrigeración cercana al contorno. Los primeros resultados de herramientas más pequeñas que Toyota ya utiliza en serie indican una duración de vida significativamente prolongada de las herramientas fabricadas aditivamente. En el proyecto actual se creó una herramienta híbrida de gran volumen para la carcasa de la transmisión del Toyota Yaris Hybrid. El procedimiento combinado con un preformado convencional más estructuras fabricadas aditivamente acorta el tiempo de fabricación, reduce los costos y permite una alta variedad de variantes en una plataforma de herramienta común.
La industria automotriz está en medio de una transformación profunda. La presión de costos y la transición a la movilidad eléctrica obligan a muchos fabricantes a repensar fundamentalmente su arquitectura de vehículos y procesos de producción. Muchos fabricantes están reduciendo actualmente el número de piezas prensadas individuales y buscan tener la menor cantidad posible de componentes estructurales, pero altamente complejos. Especialmente en componentes de aluminio grandes, como estructuras de marco o componentes de transmisión, también aumentan los requisitos para las herramientas: deben ser térmicamente altamente resistentes, permitir variantes y adaptarse lo más rápido posible a nuevas geometrías.
Este cambio trae nuevos desafíos: las formas de fundición necesarias no solo deben ser más grandes que antes, sino también más resistentes, con geometrías complejas y tiempos de desarrollo más cortos. Aquí es donde un proyecto en el Instituto Fraunhofer de Tecnología Láser ILT, junto con el fabricante de polvo L-40 MacLean-Fogg y Toyota como usuario final, entra en juego.
Mediante el uso de una máquina PBF-LB/M basada en gantry desarrollada en el Fraunhofer ILT, con un volumen de construcción escalable y el acero para herramientas desarrollado por MacLean-Fogg para la fabricación aditiva, se pudieron fabricar por primera vez formas de fundición a presión muy grandes con refrigeración cercana al contorno - adecuadas para componentes de fundición a presión de alta presión (HPDC).
Las geometrías masivas han llevado hasta ahora a tensiones internas y defectos críticos en PBF-LB/M
Con el establecimiento creciente de procesos de fundición a gran escala, también aumentan los requisitos para las herramientas que se utilizan en HPDC. Las formas deben permitir una calidad de componente precisa y reproducible a muy altas cantidades y resistir cargas mecánicas y térmicas extremas. Para garantizar una vida útil suficiente de los inlays de herramientas, son imprescindibles estructuras de refrigeración complejas y internas que no se pueden implementar con métodos de fabricación convencionales. Dos problemas centrales han limitado hasta ahora la fabricación aditiva de tales formas de fundición a gran escala: por un lado, el volumen de construcción disponible de las máquinas PBF-LB/M clásicas es demasiado pequeño para fabricar insertos de forma de 600 x 600 mm² o más en una sola pieza. Por otro lado, los aceros para herramientas utilizados hasta ahora - especialmente H11 (1.2343), H13 (1.2344) o M300 - no son procesables de manera segura en este tamaño (>20,000 cm³). Incluso con parámetros óptimos, existe el riesgo de formación de grietas, deformación térmica y propiedades mecánicas insuficientes.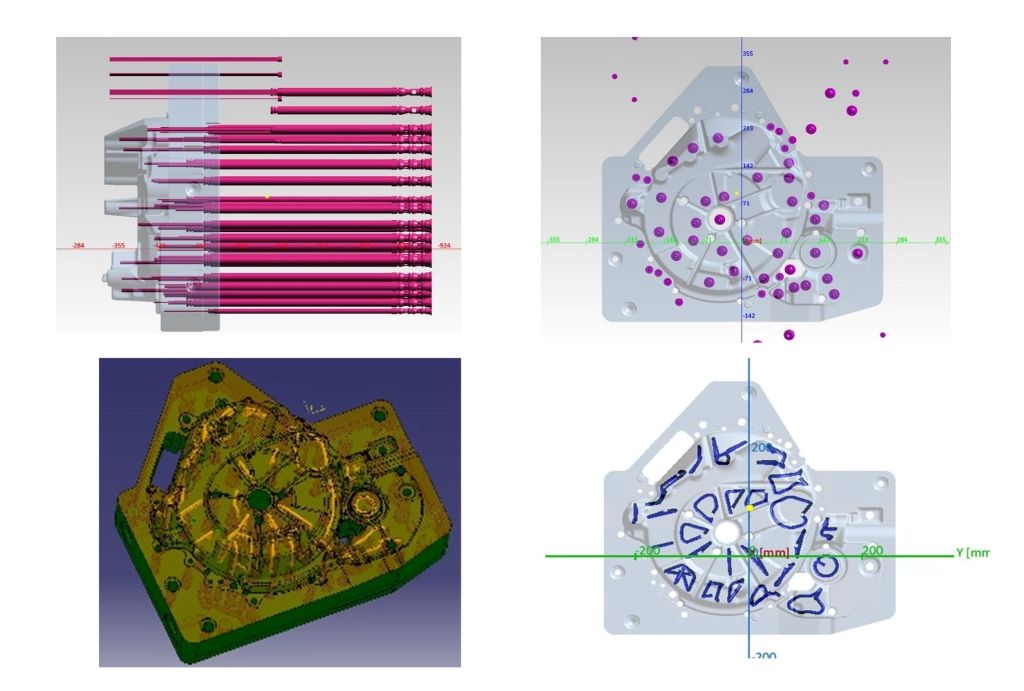
Esto se aplica tanto durante la construcción basada en láser como en el tratamiento térmico posterior. El riesgo es mayor cuanto más pronunciados son los gradientes de temperatura dentro de la pieza durante el proceso de fabricación - un efecto que es particularmente pronunciado en piezas de gran volumen. 'Para superar esta limitación, se necesita una nueva generación de máquinas y materiales que estén específicamente diseñados para los requisitos de herramientas HPDC de gran formato', explica Niklas Prätzsch, líder del grupo de tecnología de procesos LPBF en el Fraunhofer ILT. 'Exactamente esta combinación fue el tema de los desarrollos que ahora se han realizado.'
'La nueva tecnología de materiales y máquinas permite por primera vez fabricar herramientas de gran volumen con estructuras de refrigeración libremente formadas. Esto no solo permite reducir de manera específica los picos de temperatura locales en el proceso de fundición, sino que también aumenta la variedad de variantes con una alta vida útil al mismo tiempo. Así, en una plataforma de herramientas se pueden fabricar diferentes componentes sin tener que fabricar nuevas herramientas cada vez.'
Fabricación LPBF escalable para componentes grandes sin grietas
Para ello, se ha desarrollado la máquina PBF-LB/M basada en gantry de 5 láseres, diseñada en el Fraunhofer ILT, con un volumen de construcción actual de 1,000 x 800 x 350 mm³. A diferencia de los sistemas convencionales, cuenta con una cabeza de procesamiento móvil y una guía de gas de protección local, de modo que el volumen de construcción es linealmente escalable a lo largo de los ejes de la máquina bajo las mismas condiciones de proceso (velocidad de flujo de gas de protección, ángulo de desviación del rayo láser, etc.). Esto permite, en perspectiva, fabricar aditivamente herramientas aún más grandes que el inlay de herramienta considerado en este proyecto, con un volumen de más de 20,000 cm³ y una caja delimitadora de 515 x 485 x 206 mm³.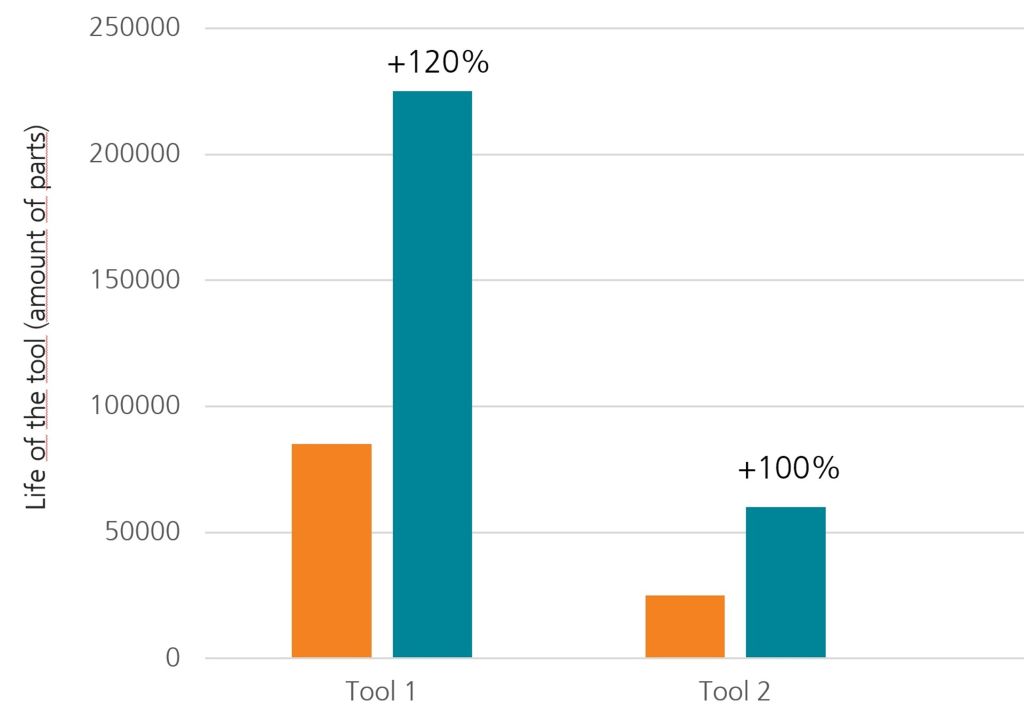
Para minimizar los gradientes de temperatura críticos en herramientas de gran volumen, se ha desarrollado además un módulo de sustrato calefactable. La plataforma de construcción alcanza ahora una temperatura de 200 °C, por lo que cada nueva capa no se enfría a temperatura ambiente, sino solo a un plateau térmico predefinido. Este enfoque reduce las tensiones térmicamente inducidas y el riesgo de formación de grietas durante el proceso de construcción. La combinación de un gran espacio de construcción, alta estabilidad de proceso y precalentamiento activo convierte a esta instalación en uno de los primeros sistemas LPBF del mundo que es adecuado para la fabricación económica de formas de fundición a presión cercanas a la aplicación, incluso para Mega o Giga Casting.
'La clave del éxito radica en el material L-40 de MacLean-Fogg, que está diseñado para los requisitos de PBF-LB/M', comenta Prätzsch. Este acero se caracteriza por una tendencia a la formación de grietas significativamente reducida en comparación con los aceros para herramientas convencionales - tanto durante la fabricación como en el tratamiento térmico. L-40 ya alcanza una alta precisión dimensional en estado de fabricación, con propiedades sobresalientes en dureza (48 HRC), resistencia a la tracción (1420 MPa) y tenacidad al impacto (más de 60 J). En investigaciones exhaustivas, se validó con éxito tanto la transferencia de parámetros al nuevo concepto de máquina como el rendimiento en geometrías complejas - por ejemplo, en canales de refrigeración redondeados o colgantes.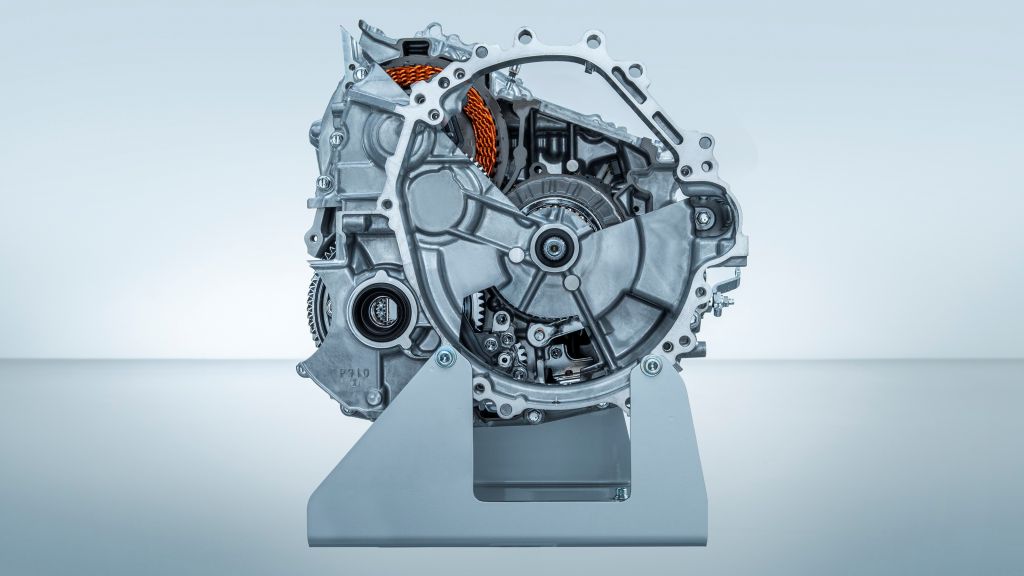
En total, la combinación de la máquina PBF-LB/M escalable y el material desarrollado específicamente permite por primera vez la fabricación económica y reproducible de moldes de fundición a presión de gran formato con refrigeración cercana al contorno. Las primeras aplicaciones muestran que la vida útil de las herramientas fabricadas de esta manera se puede prolongar significativamente en comparación con los moldes convencionales.
Fabricación híbrida para herramientas de serie
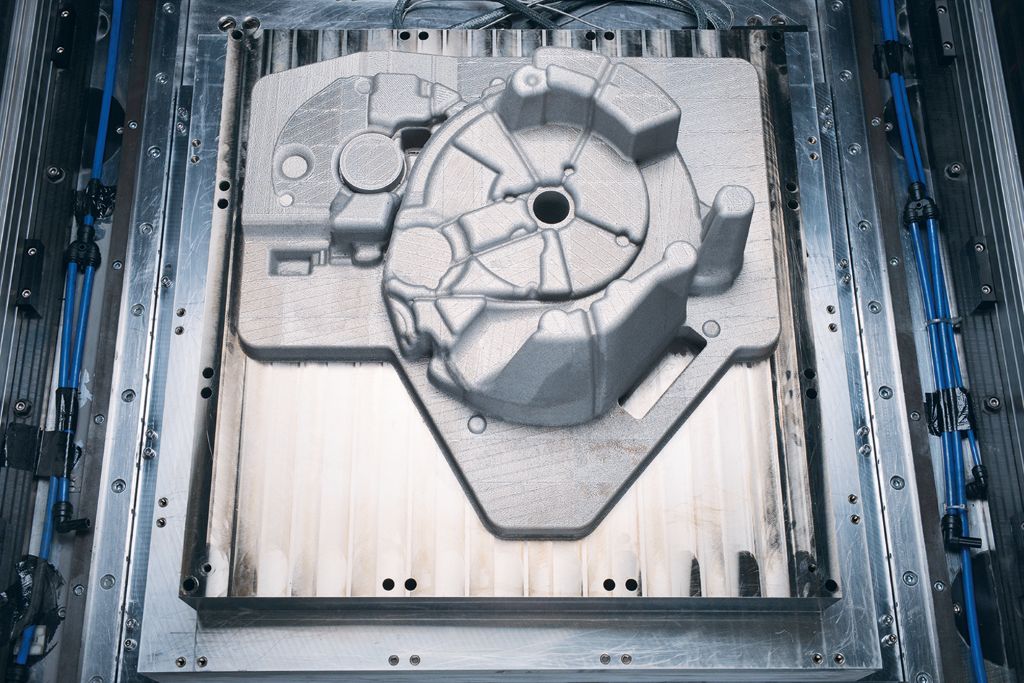
En el marco del proyecto, los socios fabricaron un inserto de herramienta producido aditivamente para una carcasa de transmisión, que ya se utiliza hoy en Toyota. El inserto de molde de fundición a presión incluye una compleja red de canales de refrigeración cercanos al contorno, lo que ya representa una clara ventaja de la fabricación aditiva que no se podría lograr con el mecanizado convencional. Para la construcción de la herramienta aditiva, el equipo del proyecto optó por un proceso híbrido sobre una preforma fabricada específicamente, que ya contaba con canales de refrigeración verticales. La precisa posicionamiento y la conexión segura de ambos componentes plantearon altas exigencias a la calibración de la máquina, la precisión y la gestión del proceso. Estas estructuras híbridas ofrecen el potencial de reducir aún más el tiempo de construcción y los costos, ya que el costoso proceso PBF-LB/M solo se utiliza en aquellas áreas del componente que no se pueden realizar convencionalmente.
La compleja estructura de refrigeración fue diseñada por los investigadores de tal manera que las zonas críticas del molde se temperen de manera efectiva durante la fundición a presión. Esto reduce la carga térmica, lo que lleva a una vida útil significativamente más larga de la herramienta. En proyectos anteriores, se logró una vida útil hasta cuatro veces mayor en comparación con una herramienta H13 convencional utilizando una herramienta aditiva comparable.
Después de la construcción del molde HPDC, siguió un tratamiento térmico típico de la industria con alivio de tensiones y endurecimiento, así como un mecanizado convencional de las superficies funcionales. La alta precisión dimensional del cuerpo base aditivo requirió solo un acabado final preciso sin costos adicionales de material.
Pioneros en moldes de fundición eficientes y duraderos en la industria automotriz
La fabricación de moldes de fundición de gran formato mediante procesos aditivos aborda varios desafíos centrales de la producción automotriz actual, especialmente en el contexto de la transformación hacia la electromovilidad. Una ventaja decisiva radica en la refrigeración cercana al contorno, que se puede diseñar libremente por primera vez gracias a la impresión 3D. Los canales de refrigeración se pueden adaptar óptimamente a las zonas térmicamente sobrecargadas de la herramienta. Esto reduce localmente los picos de temperatura, disminuye el desgaste termomecánico y prolonga significativamente la vida útil del molde.
Al mismo tiempo, la fabricación aditiva ofrece la posibilidad de reducir drásticamente los tiempos de entrega. En lugar de un costoso mecanizado de varios componentes de herramientas y su montaje, basta con una construcción consolidada y completamente aditiva. El molde de fundición para Toyota se fabricó en menos de diez días, incluidos todos los pasos preparatorios. Para los OEM, esto significa ciclos de desarrollo más cortos y un lanzamiento más rápido de nuevas plataformas de vehículos.
La posibilidad de construir herramientas de gran volumen de manera híbrida crea flexibilidad adicional. Los componentes con interfaces definidas se pueden complementar de manera eficiente de forma aditiva y optimizar funcionalmente, sin necesidad de volver a fabricar todo el componente. Esto reduce tanto el uso de material como los costos por herramienta.
«Con L-40, nos hemos propuesto superar los límites de la fabricación aditiva para herramientas de conformado en caliente y en frío en general, y para herramientas de fundición a presión en particular. Este proyecto demuestra que es posible fabricar inserciones grandes, complejas y al mismo tiempo altamente resistentes, y proporciona hitos claros para ser también económicamente atractivos. La fabricación aditiva está lista para asumir verdaderos desafíos a escala industrial. Para los OEM, esto es una ventaja decisiva: tiempos de desarrollo más cortos, mayor durabilidad de las herramientas y más flexibilidad en el diseño de herramientas», dice Harald Lemke, Director de Gestión de Productos, MacLean-Fogg Component Solutions.
Para fabricantes de vehículos como Toyota, que apuestan por menos piezas individuales y estructuras más complejas, estos desarrollos ofrecen nuevas oportunidades en la estrategia de herramientas: menos esfuerzo en la fabricación de herramientas, tiempos de funcionamiento más largos y la posibilidad de realizar múltiples variantes con una sola herramienta.
La pieza fabricada demuestra de manera impresionante que la cadena de procesos desarrollada, compuesta por una planta LPBF de gran formato, un material innovador y fabricación híbrida, cumple con los requisitos de aplicaciones industriales reales incluso en el entorno de Giga Casting.
El potencial va mucho más allá del caso individual: la cadena de procesos desarrollada no solo es adecuada para grandes inserciones de herramientas de aluminio HPDC, sino también para la mayoría de otras herramientas de conformado en caliente y en frío y sus inserciones, como inserciones de troquelado, roscado o moldeo por inyección. En todos los casos donde se requieren herramientas altamente cargadas con refrigeración compleja y tamaños de lote limitados, la fabricación aditiva puede ofrecer ventajas significativas.
Contacto:


