

Fraunhofer ILT și MacLean-Fogg au realizat împreună un complex insert de matriță pentru turnare sub presiune utilizând Laser Powder Bed Fusion (PBF-LB/M). Oțelul pentru unelte dezvoltat special, L-40, permite pentru prima dată fabricarea aditivă a uneltelor de mari dimensiuni, supuse unor sarcini mari, și astfel implementarea unei răciri aproape de contur. Primele rezultate ale unor unelte mai mici, pe care Toyota le folosește deja în producție, sugerează o durată de viață semnificativ mai lungă a uneltelor fabricate aditiv. În cadrul proiectului actual, a fost creat un instrument hibrid, de mari dimensiuni, pentru carcasă de transmisie a Toyota Yaris Hybrid. Procedeul combinat, cu un preform convențional plus structuri fabricate aditiv, scurtează timpul de fabricație, reduce costurile și permite o mare varietate de variante pe o platformă comună de unelte.
Industria auto se află în mijlocul unei transformări profunde. Presiunea costurilor și tranziția către mobilitatea electrică obligă mulți producători să-și reconsidere fundamental arhitectura vehiculului și procesele de producție. Mulți producători reduc în prezent numărul pieselor individuale de presă și aspiră la cât mai puține, dar foarte complexe componente structurale. În special pentru componentele mari din aluminiu, cum ar fi cadrele sau componentele de transmisie, cresc de asemenea cerințele pentru unelte: acestea trebuie să fie rezistente la sarcini termice ridicate, să permită variații și să se adapteze cât mai repede la noi geometries.
Această schimbare aduce noi provocări: formele de turnare necesare nu trebuie doar să fie mai mari decât până acum, ci și mai rezistente, având în același timp o geometrie complexă și timpi de dezvoltare mai scurți. Exact aici intervine un proiect de la Institutul Fraunhofer pentru Tehnologia Laser ILT, împreună cu producătorul de pulberi L-40 MacLean-Fogg și Toyota ca utilizator final.
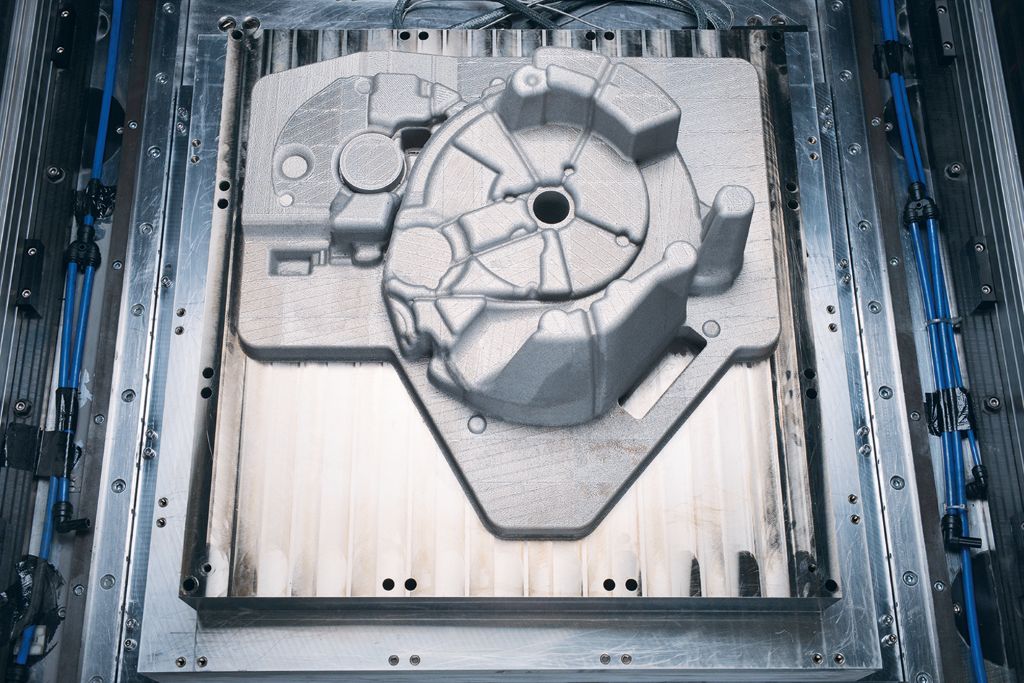
Prin utilizarea unei mașini PBF-LB/M bazate pe gantry, dezvoltată de Fraunhofer ILT, cu volum de construcție scalabil și a oțelului pentru unelte dezvoltat de MacLean-Fogg pentru fabricația aditivă, au fost fabricate pentru prima dată forme de turnare sub presiune foarte mari cu răcire aproape de contur – potrivite pentru componente de turnare sub presiune de mare volum (HPDC).
Geometrii masive au dus până acum la tensiuni interne și defecte critice în PBF-LB/M.
Odată cu creșterea stabilirii proceselor de turnare în masă, cresc și cerințele pentru uneltele utilizate în HPDC. Matrițele trebuie să permită o calitate a componentelor precisă și reproducibilă la numere foarte mari de piese și să reziste la sarcini mecanice și termice extreme. Pentru a asigura o durată de viață suficientă a inserțiilor de unelte, sunt indispensabile structuri de răcire complexe, interne, care nu pot fi realizate cu metode de fabricație convenționale. Două probleme centrale au limitat până acum fabricarea aditivă a acestor matrițe de turnare în masă de mari dimensiuni: pe de o parte, volumul de construcție disponibil al mașinilor clasice PBF-LB/M este prea mic pentru a produce inserții de matrițe de 600 x 600 mm² sau mai mult într-o singură bucată. Pe de altă parte, oțelurile pentru unelte utilizate până acum – în special H11 (1.2343), H13 (1.2344) sau M300 – nu pot fi procesate în mod sigur în această dimensiune (>20.000 cm³). Chiar și cu parametrii optimi, există riscul formării de fisuri, deformări termice și proprietăți mecanice insuficiente.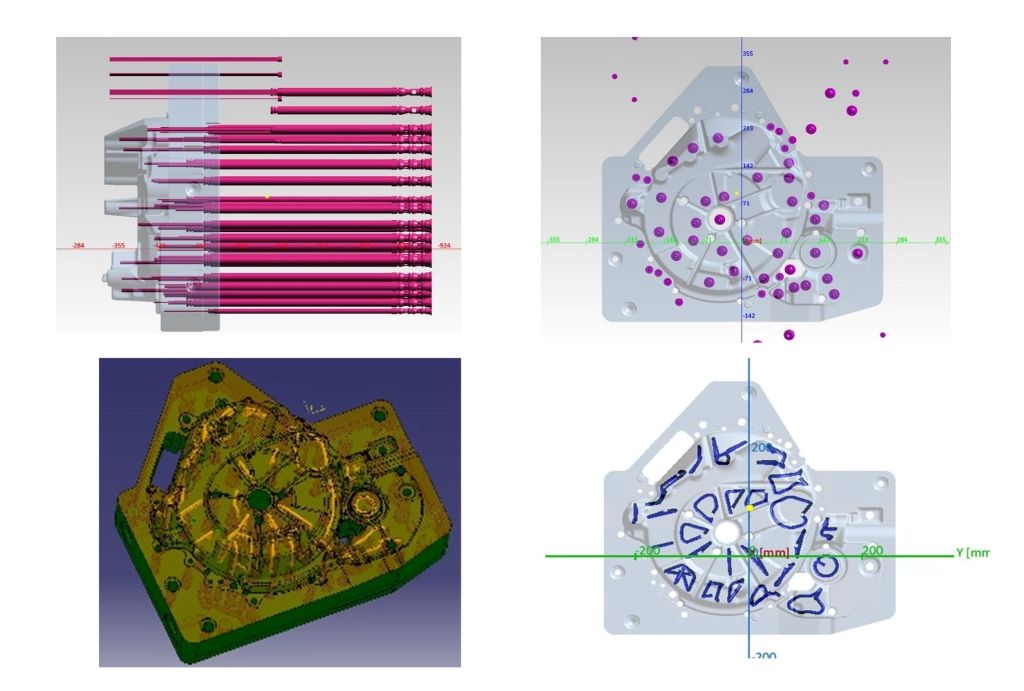
Acest lucru se aplică atât în timpul construcției bazate pe laser, cât și în tratamentul termic ulterior. Riscul este cu atât mai mare cu cât gradientele de temperatură în interiorul componentului sunt mai pronunțate în timpul procesului de fabricație - un efect care este deosebit de pronunțat în cazul pieselor de mari dimensiuni. "Pentru a depăși această limitare, este nevoie de o nouă generație de mașini și materiale, care să fie adaptate în mod special cerințelor uneltelor HPDC de mari dimensiuni", explică Niklas Prätzsch, șeful grupului de tehnologie a procesului LPBF la Fraunhofer ILT. "Exact această combinație a fost subiectul dezvoltărilor realizate acum."
„Noua tehnologie a materialelor și a mașinilor permite pentru prima dată fabricarea uneltelor de mari dimensiuni cu structuri de răcire formate liber. Astfel, nu doar că se pot reduce în mod țintit vârfurile de temperatură locale în procesul de turnare, dar și diversitatea variantelor cu o durată de viață ridicată crește. Pe o platformă de unelte pot fi fabricate diferite componente, fără a fi necesară fabricarea de unelte noi de fiecare dată.”
Fabricare LPBF scalabilă pentru componente mari fără fisuri
În acest sens, mașina PBF-LB/M cu 5 lasere bazată pe gantry, dezvoltată la Fraunhofer ILT, a fost îmbunătățită, având un volum de construcție actual de 1.000 x 800 x 350 mm³. Spre deosebire de sistemele convenționale, aceasta dispune de o cap de prelucrare mobil și de un sistem local de conducere a gazului de protecție, astfel încât volumul de construcție poate fi scalat linear de-a lungul axelor mașinii, menținând aceleași condiții de proces (viteza de curgere a gazului de protecție, unghiul de deviere a fasciculului laser etc.). Astfel, în perspectivă, este posibilă fabricarea aditivă a unor unelte și mai mari decât inserția de unelte luată în considerare în acest proiect, cu un volum de peste 20.000 cm³ și o cutie de limitare de 515 x 485 x 206 mm³.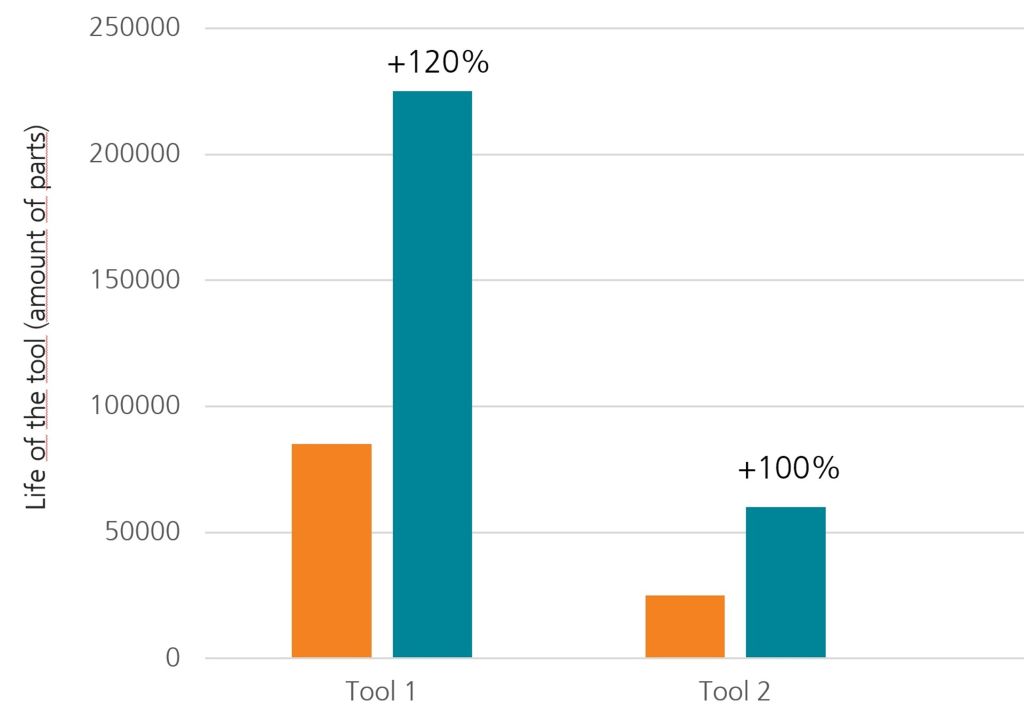
Pentru a minimiza gradientele de temperatură critice la uneltele de mari dimensiuni, a fost dezvoltat suplimentar un modul de substrat încălzit. Platforma de construcție atinge acum o temperatură de 200 °C, astfel încât fiecare nouă strat nu se răcește la temperatura camerei, ci doar la un platou termic predefinit. Această abordare reduce tensiunile induse termic și riscul de formare a fisurilor în timpul procesului de construcție. Combinația dintre un volum mare de construcție, o stabilitate ridicată a procesului și o preîncălzire activă face ca această instalație să fie una dintre primele sisteme LPBF din lume, potrivită pentru fabricarea economică a matrițelor de turnare sub presiune, inclusiv pentru Mega sau Giga Casting.
„Cheia succesului constă în materialul L-40 de la MacLean-Fogg, care este adaptat cerințelor PBF-LB/M“, comentează Prätzsch. Acest oțel se caracterizează printr-o tendință de fisurare semnificativ redusă în comparație cu oțelurile convenționale pentru unelte – atât în timpul fabricației, cât și în timpul tratamentului termic. L-40 atinge deja în starea sa inițială o mare precizie dimensională, proprietăți remarcabile la duritate (48 HRC), rezistență la tracțiune (1420 MPa) și tenacitate la impact (peste 60 J). În cadrul unor studii cuprinzătoare, atât transferul parametrilor pe noul concept de mașină, cât și performanța în geometrie complexă au fost validate cu succes – de exemplu, în cazul canalelor de răcire rotunde sau suspendate.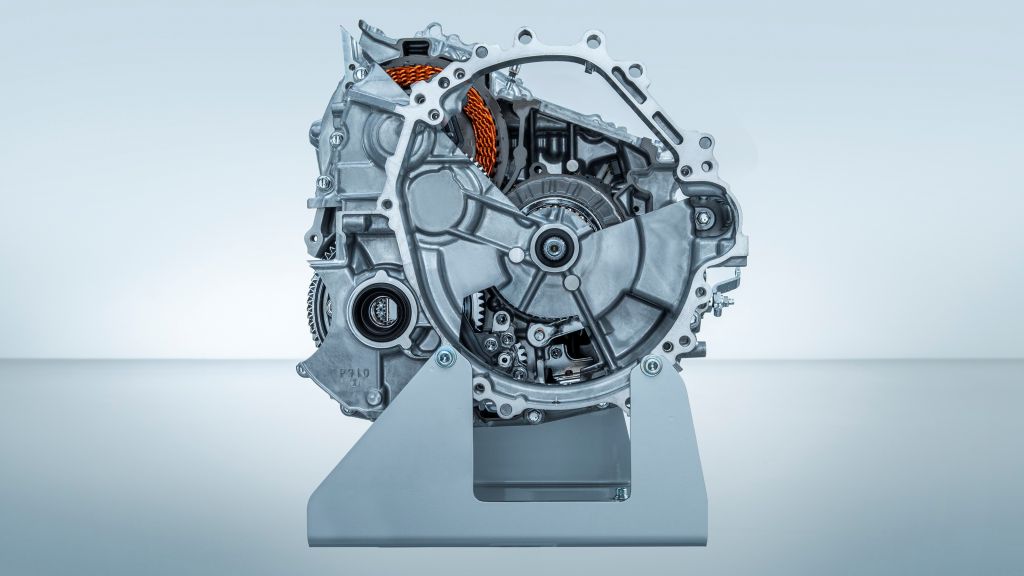
În total, combinația dintre mașina scalabilă PBF-LB/M și materialul dezvoltat special permite pentru prima dată fabricarea economică și reproducibilă a matrițelor de turnare la cald de mari dimensiuni, cu răcire aproape de contur. Primele aplicații arată că durata de viață a uneltelor fabricate astfel poate fi semnificativ extinsă în comparație cu matrițele convenționale.
Fabricare hibridă pentru unelte de serie
În cadrul proiectului, partenerii au fabricat un insert de unealtă realizat aditiv pentru un carcasă de transmisie, care este deja utilizat astăzi de Toyota. Insertul matriței de turnare include o rețea complexă de canale de răcire aproape de contur, ceea ce reprezintă deja un avantaj clar al fabricării aditive, care nu ar putea fi realizat prin prelucrarea convențională. Pentru construcția uneltei aditive, echipa de proiect a optat pentru un proces hibrid pe o preformă fabricată special, care avea deja canale de răcire verticale. Poziționarea precisă și conexiunea sigură din punct de vedere al procesului între cele două componente au impus cerințe ridicate pentru calibrarea mașinii, precizie și conducerea procesului. Astfel de structuri hibride oferă potențialul de a reduce timpul de construcție și costurile, deoarece procesul mai costisitor PBF-LB/M este utilizat doar în acele zone ale componentelor care nu pot fi realizate convențional.
Structura complexă de răcire a fost concepută de cercetători astfel încât zonele critice ale matriței să fie efectiv temperate în timpul turnării. Astfel, se reduce încărcarea termică, ceea ce duce la o durată de viață semnificativ mai lungă a uneltei. În proiectele anterioare, s-a putut obține o durată de viață de până la patru ori mai lungă comparativ cu o unealtă H13 convențională.
După construirea matriței HPDC, a urmat un tratament termic specific industriei cu eliminarea tensiunilor și întărirea, precum și o prelucrare frezare convențională a suprafețelor funcționale. Precizia ridicată a corpului de bază aditiv a necesitat doar o finisare precisă fără costuri suplimentare de material.
Pionier pentru matrițe de turnare eficiente și durabile în industria auto
Fabricarea matrițelor de turnare de mari dimensiuni prin metode aditive abordează mai multe provocări centrale ale producției auto de astăzi, în special în contextul transformării către mobilitatea electrică. Un avantaj decisiv constă în răcirea aproape de contur, care poate fi realizată pentru prima dată liber prin imprimarea 3D. Canalele de răcire pot fi optim adaptate la zonele termic foarte solicitate ale uneltei. Aceasta reduce local vârfurile de temperatură, reduce uzura termomecanică și prelungește semnificativ durata de viață a matriței.
În același timp, fabricarea aditivă oferă posibilitatea de a reduce drastic timpii de livrare. În locul prelucrării complicate a mai multor componente de unealtă și a asamblării acestora, este suficientă o construcție aditivă consolidată, continuă. Matrița de turnare pentru Toyota a fost fabricată în mai puțin de zece zile, inclusiv toate etapele pregătitoare. Pentru OEM-uri, aceasta înseamnă cicluri de dezvoltare mai scurte și o introducere mai rapidă pe piață a noilor platforme de vehicule.
Posibilitatea de a construi unelte de mari dimensiuni în mod hibrid oferă flexibilitate suplimentară. Componentele cu interfețe definite pot fi completate eficient aditiv și optimizate funcțional, fără a fi necesară refabricarea întregii componente. Astfel, atât utilizarea materialului, cât și costurile pe unealtă scad.
»Cu L-40 ne-am propus să depășim limitele fabricării aditive pentru unelte de formare la cald și la rece în general și pentru unelte de turnare la cald în special. Acest proiect dovedește că este posibil să se producă inserturi mari, complexe și în același timp foarte rezistente, și oferă repere clare pentru a fi de asemenea atractive din punct de vedere economic. Fabricarea aditivă este pregătită să accepte provocări reale la scară industrială. Pentru OEM-uri, acesta este un avantaj decisiv: timpi de dezvoltare mai scurți, durate de viață mai lungi ale uneltelor și mai multă flexibilitate în designul uneltelor«, spune Harald Lemke, Director de Management al Produselor, MacLean-Fogg Component Solutions.
Pentru producătorii de vehicule precum Toyota, care se bazează pe mai puține piese și structuri mai complexe, aceste dezvoltări oferă noi oportunități în strategia de unelte: mai puțin efort în fabricarea uneltelor, durate de funcționare mai lungi și posibilitatea de a realiza mai multe variante cu o singură unealtă.
Componenta fabricată demonstrează impresionant că lanțul de procese dezvoltat - format dintr-o instalație LPBF de mari dimensiuni, material inovator și fabricare hibridă - îndeplinește cerințele aplicațiilor industriale reale chiar și în contextul Giga Casting.
Potencialul depășește cu mult cazul individual: lanțul de procese dezvoltat nu este potrivit doar pentru inserturi mari din aluminiu HPDC, ci și pentru majoritatea celorlalte unelte de formare la cald și la rece și inserturi precum cele pentru tăiere, filetare sau injecție. Oriunde sunt necesare unelte foarte solicitate cu răcire complexă și dimensiuni de lot limitate, fabricarea aditivă poate oferi avantaje semnificative.
Contact:


