


Le Fraunhofer ILT et MacLean-Fogg ont conjointement fabriqué un insert d'outil de moulage sous pression complexe par fusion de poudre laser (PBF-LB/M). L'acier à outils L-40, spécialement développé, permet pour la première fois la fabrication additive d'outils de grande taille soumis à de fortes charges, permettant ainsi la mise en œuvre d'un refroidissement proche de la forme. Les premiers résultats d'outils plus petits, déjà utilisés en série par Toyota, indiquent une durée de vie nettement prolongée des outils fabriqués par ajout. Dans le projet actuel, un outil hybride de grand volume a été créé pour le boîtier de transmission de la Toyota Yaris Hybrid. Le procédé combiné avec un préformage conventionnel et des structures fabriquées par ajout réduit le temps de fabrication, diminue les coûts et permet une grande diversité de variantes sur une plateforme d'outils commune.
L'industrie automobile est en pleine transformation. La pression des coûts et la transition vers la mobilité électrique poussent de nombreux fabricants à repenser fondamentalement l'architecture de leurs véhicules et leurs processus de production. De nombreux fabricants réduisent actuellement le nombre de pièces individuelles et visent à avoir le moins de composants structurels, mais hautement complexes. En particulier pour les grandes pièces en aluminium, comme les composants de cadre ou de transmission, les exigences pour les outils augmentent également : ils doivent être thermiquement très résistants, permettre des variantes et s'adapter le plus rapidement possible à de nouvelles géométries.
Cette transformation entraîne de nouveaux défis : les moules nécessaires doivent non seulement être plus grands qu'auparavant, mais aussi plus résistants tout en ayant une géométrie complexe et des temps de développement plus courts. C'est précisément ici qu'un projet au Fraunhofer Institute for Laser Technology ILT, en collaboration avec le fabricant de poudre L-40 MacLean-Fogg et Toyota en tant qu'utilisateur final, entre en jeu.
Grâce à l'utilisation d'une machine PBF-LB/M basée sur un portique développée au Fraunhofer ILT, avec un volume de construction évolutif et l'acier à outils développé par MacLean-Fogg pour la fabrication additive, il a été possible pour la première fois de fabriquer des moules de moulage sous pression très grands avec refroidissement proche de la forme – adaptés aux composants de moulage sous pression haute pression (HPDC) de grand volume.
Les géométries massives ont jusqu'à présent conduit à des contraintes internes et à des défauts critiques dans le PBF-LB/M.
Avec l'établissement croissant des procédés de moulage à grande échelle, les exigences pour les outils utilisés dans le HPDC augmentent également. Les moules doivent permettre une qualité de pièce précise et reproductible à des volumes de production très élevés tout en résistant à des charges mécaniques et thermiques extrêmes. Pour garantir une durée de vie suffisante des inserts d'outils, des structures de refroidissement internes complexes sont indispensables, qui ne peuvent pas être mises en œuvre avec des procédés de fabrication conventionnels. Deux problèmes centraux ont jusqu'à présent limité la fabrication additive de tels moules de moulage sous pression de grand format : d'une part, le volume de construction disponible des machines PBF-LB/M classiques est trop petit pour fabriquer des inserts de moule de 600 x 600 mm² ou plus en une seule pièce. D'autre part, les aciers à outils utilisés jusqu'à présent – en particulier H11 (1.2343), H13 (1.2344) ou M300 – ne peuvent pas être traités de manière fiable dans cette taille (>20 000 cm³). Même avec des paramètres optimaux, des fissures, des déformations thermiques et des propriétés mécaniques insuffisantes sont à craindre.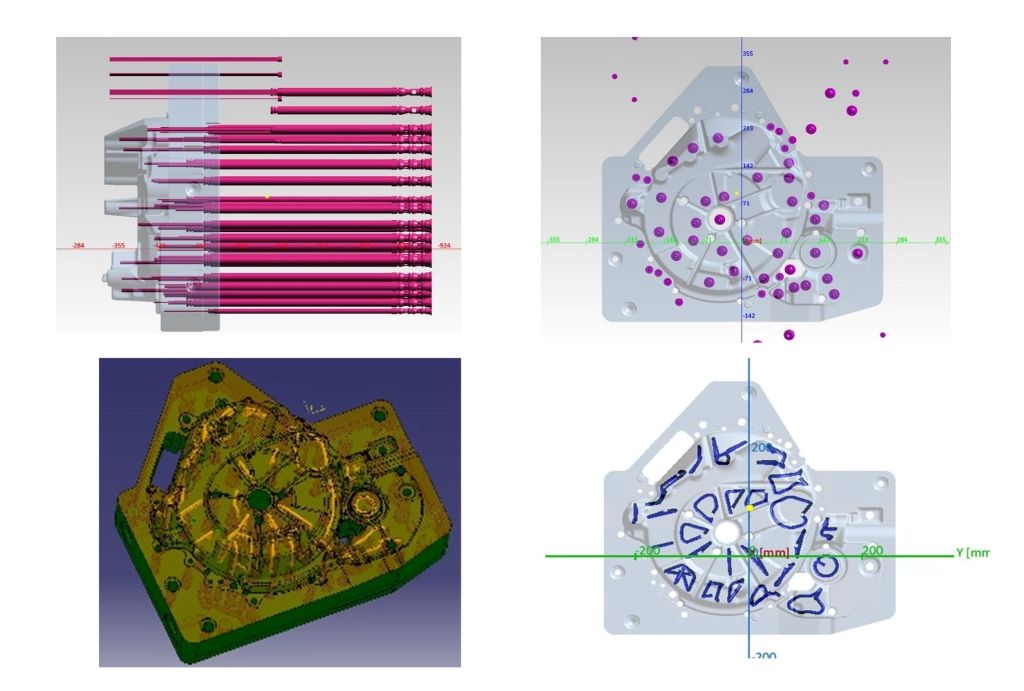
Cela est vrai tant pendant la construction laser que lors du traitement thermique ultérieur. Le risque est d'autant plus grand que les gradients de température à l'intérieur de la pièce sont plus prononcés pendant le processus de fabrication – un effet particulièrement marqué dans les pièces de grand volume. « Pour surmonter cette limitation, il faut une nouvelle génération de machines et de matériaux spécifiquement adaptés aux exigences des outils HPDC de grand format », explique Niklas Prätzsch, responsable de la technologie de processus LPBF au Fraunhofer ILT. « C'est précisément cette combinaison qui a été l'objet des développements réalisés maintenant. »
« La nouvelle technologie des matériaux et des machines permet pour la première fois de fabriquer également des outils de grand volume avec une structure de refroidissement librement formée. Cela permet non seulement de réduire de manière ciblée les pics de température locaux dans le processus de moulage, mais aussi d'augmenter la diversité des variantes tout en maintenant une longue durée de vie. Ainsi, il est possible de fabriquer différentes pièces sur une plateforme d'outils, sans avoir à produire de nouveaux outils à chaque fois. »
Fabrication LPBF évolutive pour des grandes pièces sans fissures
Pour cela, la machine PBF-LB/M à 5 lasers, développée au Fraunhofer ILT, avec un volume de construction actuel de 1 000 x 800 x 350 mm³ a été améliorée. Contrairement aux systèmes conventionnels, elle dispose d'une tête de traitement mobile et d'une conduite de gaz de protection locale, de sorte que le volume de construction peut être linéairement évolutif le long des axes de la machine sous les mêmes conditions de processus (vitesse d'écoulement du gaz de protection, angle de déviation du faisceau laser, etc.). Cela permet à l'avenir de fabriquer également des outils encore plus grands que l'insert d'outil considéré dans ce projet, avec un volume de plus de 20 000 cm³ et une boîte englobante de 515 x 485 x 206 mm³.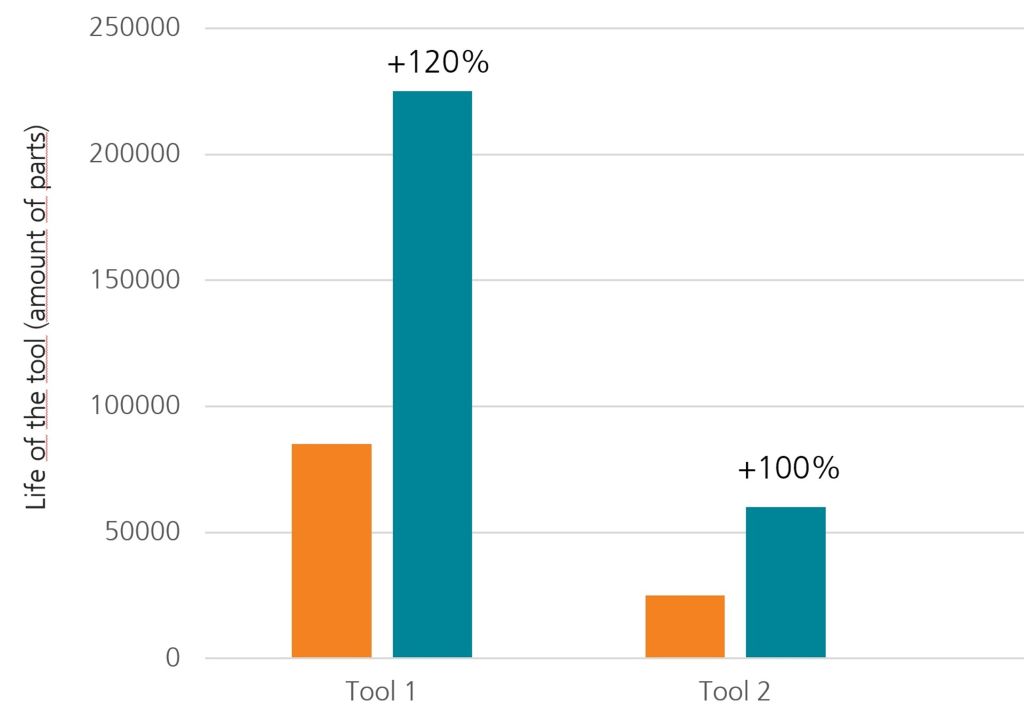
Pour minimiser les gradients de température critiques dans les outils de grand volume, un module de substrat chauffable a également été développé. La plateforme de construction atteint maintenant une température de 200 °C, de sorte que chaque nouvelle couche ne refroidit pas à température ambiante, mais seulement à un plateau thermique prédéfini. Cette approche réduit les tensions thermiquement induites et le risque de formation de fissures pendant le processus de construction. La combinaison d'un grand espace de construction, d'une haute stabilité de processus et d'un préchauffage actif fait de cette installation l'un des premiers systèmes LPBF au monde, adaptés à la fabrication économique de moules de moulage sous pression proches de l'utilisation, y compris pour le Mega ou Giga Casting.
« La clé du succès réside dans le matériau L-40 de MacLean-Fogg, qui est adapté aux exigences du PBF-LB/M », commente Prätzsch. Cet acier se distingue par une propension à la fissuration nettement réduite par rapport aux aciers à outils conventionnels – tant pendant la fabrication que lors du traitement thermique. L-40 atteint déjà dans son état brut une grande précision dimensionnelle, d'excellentes propriétés en termes de dureté (48 HRC), de résistance à la traction (1420 MPa) et de ténacité ( >60 J). Dans des études approfondies, le transfert de paramètres vers le nouveau concept de machine ainsi que la performance dans des géométries complexes ont été validés avec succès – par exemple dans des canaux de refroidissement ronds ou en surplomb.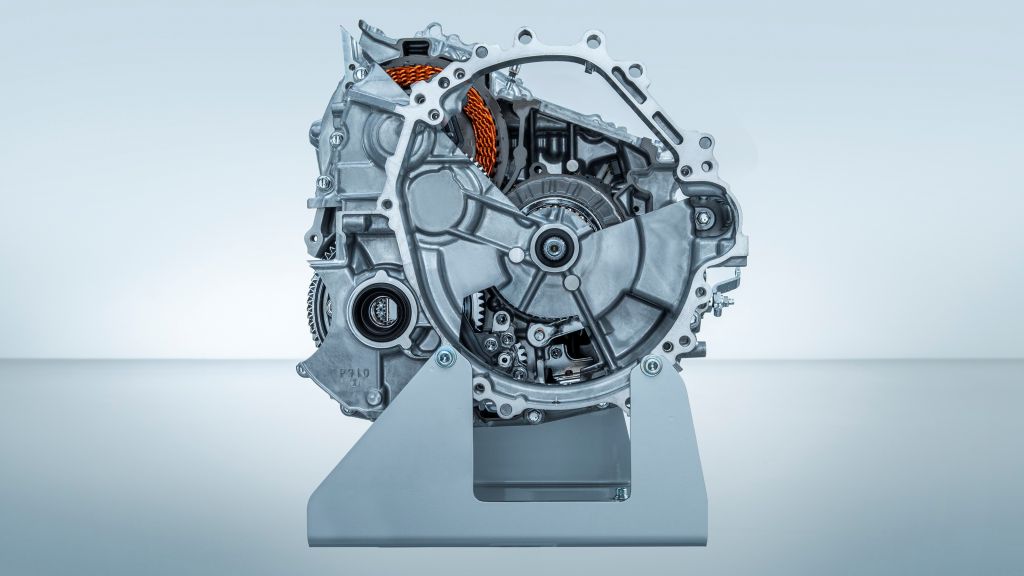
En somme, la combinaison d'une machine PBF-LB/M évolutive et d'un matériau spécialement développé permet pour la première fois la fabrication économique et reproductible de moules de coulée sous pression de grande taille avec un refroidissement proche de la forme. Les premières applications montrent que la durée de vie des outils ainsi fabriqués peut être considérablement prolongée par rapport aux moules conventionnels.
Fabrication hybride pour outils de série
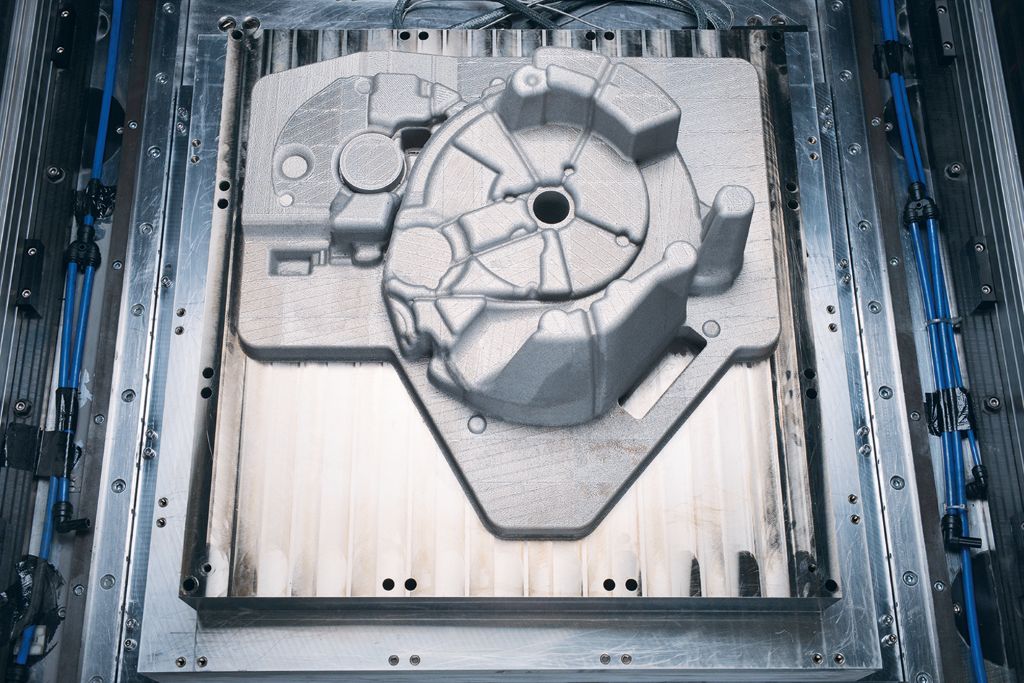
Dans le cadre du projet, les partenaires ont fabriqué un insert d'outil produit de manière additive pour un boîtier de transmission, qui est déjà utilisé chez Toyota. L'insert de moule de coulée sous pression comprend un réseau complexe de canaux de refroidissement proches de la forme, ce qui constitue déjà un avantage clair de la fabrication additive, qui ne pourrait pas être réalisé par usinage conventionnel. Pour la construction de l'outil additive, l'équipe du projet a opté pour un processus hybride sur une préforme spécialement fabriquée, qui disposait déjà de canaux de refroidissement verticaux. Le positionnement précis et la connexion sûre des deux composants ont posé des exigences élevées en matière de calibration des machines, de précision et de conduite des processus. De telles structures hybrides offrent le potentiel de réduire encore les temps de construction et les coûts, car le procédé PBF-LB/M, plus coûteux, n'est utilisé que dans ces zones de composants qui ne peuvent pas être réalisées de manière conventionnelle.
La structure de refroidissement complexe a été conçue par les chercheurs de manière à ce que les zones critiques du moule soient efficacement tempérées pendant la coulée sous pression. Cela réduit la contrainte thermique, ce qui entraîne une durée de vie des outils considérablement plus longue. Dans des projets précédents, un outil additive comparable a déjà permis d'obtenir une durée de vie jusqu'à quatre fois plus longue par rapport à un outil H13 conventionnel.
Après la construction du moule HPDC, un traitement thermique typique de l'industrie avec déstressage et durcissement a suivi, ainsi qu'un usinage conventionnel des surfaces fonctionnelles. La haute précision de l'élément de base additive n'a nécessité qu'une finition précise sans coût supplémentaire en matériaux.
Précurseur pour des moules de coulée efficaces et durables dans l'industrie automobile
La fabrication de moules de coulée de grande taille par des procédés additifs aborde plusieurs défis centraux de la production automobile actuelle, en particulier dans le contexte de la transformation vers la mobilité électrique. Un avantage décisif réside dans le refroidissement proche de la forme, qui peut être conçu librement pour la première fois grâce à l'impression 3D. Les canaux de refroidissement peuvent être optimisés pour s'adapter aux zones thermiquement très sollicitées de l'outil. Cela réduit localement les pics de température, diminue l'usure thermomécanique et prolonge significativement la durée de vie du moule.
En même temps, la fabrication additive offre la possibilité de réduire considérablement les délais de production. Au lieu d'un usinage complexe de plusieurs composants d'outils et de leur assemblage, une construction additive consolidée et continue suffit. Le moule de coulée pour Toyota a été fabriqué en moins de dix jours, y compris toutes les étapes préparatoires. Pour les OEM, cela signifie des cycles de développement plus courts et une mise sur le marché plus rapide de nouvelles plateformes de véhicules.
La possibilité de construire des outils de grande taille de manière hybride crée une flexibilité supplémentaire. Les composants avec des interfaces définies peuvent être efficacement complétés de manière additive et optimisés fonctionnellement, sans avoir à fabriquer à nouveau l'ensemble du composant. Cela réduit à la fois l'utilisation de matériaux et les coûts par outil.
« Avec L-40, nous avons l'intention de repousser les limites de la fabrication additive pour les outils de formage à chaud et à froid en général et pour les outils de coulée sous pression en particulier. Ce projet prouve qu'il est possible de fabriquer de grands inserts complexes et en même temps très résistants, et fournit des jalons clairs pour être également économiquement attractif. La fabrication additive est prête à relever de véritables défis à l'échelle industrielle. Pour les OEM, c'est un avantage décisif : des temps de développement plus courts, des durées de vie plus longues des outils et plus de flexibilité dans la conception des outils », déclare Harald Lemke, directeur de la gestion des produits, MacLean-Fogg Component Solutions.
Pour les fabricants de véhicules comme Toyota, qui misent sur moins de pièces individuelles et des structures plus complexes, ces développements offrent de nouvelles possibilités dans la stratégie des outils : moins d'efforts dans la fabrication des outils, des durées de fonctionnement plus longues et la possibilité de réaliser plusieurs variantes avec un seul outil.
Le composant fabriqué démontre de manière impressionnante que la chaîne de processus développée – composée d'une installation LPBF de grande taille, d'un matériau innovant et de fabrication hybride – répond aux exigences des applications industrielles réelles même dans le cadre du Giga Casting.
Le potentiel va bien au-delà du cas individuel : la chaîne de processus développée convient non seulement pour de grands inserts d'outils en aluminium HPDC, mais aussi pour la plupart des autres outils de formage à chaud et à froid et inserts tels que des inserts de découpe, de filetage ou d'injection. Partout où des outils très sollicités avec un refroidissement complexe et des tailles de lot limitées sont nécessaires, la fabrication additive peut offrir des avantages significatifs.
Contact :


