

Il Fraunhofer ILT e MacLean-Fogg hanno realizzato insieme un complesso inserto per stampi di pressofusione con Laser Powder Bed Fusion (PBF-LB/M). L'acciaio per utensili L-40, sviluppato appositamente, consente per la prima volta la produzione additiva di utensili di grande volume sottoposti a carichi elevati, permettendo così l'implementazione di raffreddamento a contorno vicino. I primi risultati di utensili più piccoli, già utilizzati da Toyota in serie, indicano un notevole aumento della durata degli utensili prodotti additivamente. Nel progetto attuale è stato realizzato un utensile ibrido di grande volume per il carter del cambio della Toyota Yaris Hybrid. La combinazione del processo con un preforma convenzionale e strutture prodotte additivamente riduce i tempi di produzione, abbassa i costi e consente una grande varietà di varianti su una piattaforma comune di utensili.
L'industria automobilistica è nel bel mezzo di una profonda trasformazione. La pressione sui costi e il passaggio alla mobilità elettrica costringono molti produttori a riconsiderare fondamentalmente la loro architettura dei veicoli e i processi produttivi. Attualmente, molti produttori stanno riducendo il numero di singoli pezzi stampati e puntano a componenti strutturali il più possibile pochi, ma altamente complessi. In particolare, per i grandi componenti in alluminio, come telai o componenti di trasmissione, aumentano anche le esigenze sugli utensili: devono essere altamente resistenti termicamente, consentire varianti e adattarsi il più rapidamente possibile a nuove geometrie.
Questo cambiamento porta con sé nuove sfide: le forme di fusione necessarie devono non solo essere più grandi rispetto a prima, ma anche più resistenti, mantenendo al contempo geometrie complesse e tempi di sviluppo più brevi. È proprio qui che si inserisce un progetto dell'Istituto Fraunhofer per la tecnologia laser ILT, in collaborazione con il produttore di polveri L-40 MacLean-Fogg e Toyota come utilizzatore finale.
Grazie all'uso di una macchina PBF-LB/M basata su gantry sviluppata presso il Fraunhofer ILT, con volume di costruzione scalabile, e dell'acciaio per utensili sviluppato da MacLean-Fogg per la produzione additiva, è stato possibile realizzare per la prima volta stampi per pressofusione di grandi dimensioni con raffreddamento a contorno in modo additivo, adatti per componenti in pressofusione ad alta pressione (HPDC) di grande volume.
Geometrie massicce hanno portato nel PBF-LB/M a tensioni residue e difetti critici.
Con l'aumento dell'adozione dei processi di fusione in grande formato, aumentano anche le esigenze sugli strumenti utilizzati nell'HPDC. Gli stampi devono consentire una qualità del componente precisa e riproducibile a numeri di pezzi molto elevati, resistendo a carichi meccanici e termici estremi. Per garantire una durata sufficiente degli inserti degli utensili, sono indispensabili strutture di raffreddamento interne complesse, che non possono essere realizzate con i metodi di produzione convenzionali. Due problemi centrali hanno finora limitato la produzione additiva di tali stampi per fusione in grande formato: da un lato, il volume di costruzione disponibile delle macchine PBF-LB/M classiche è troppo piccolo per produrre inserti di stampo di dimensioni superiori a 600 x 600 mm² in un unico pezzo. Dall'altro, gli acciai per utensili finora utilizzati - in particolare H11 (1.2343), H13 (1.2344) o M300 - non possono essere lavorati in modo sicuro in questo formato (>20.000 cm³). Anche con parametri ottimali, si rischiano crepe, deformazioni termiche e proprietà meccaniche insufficienti.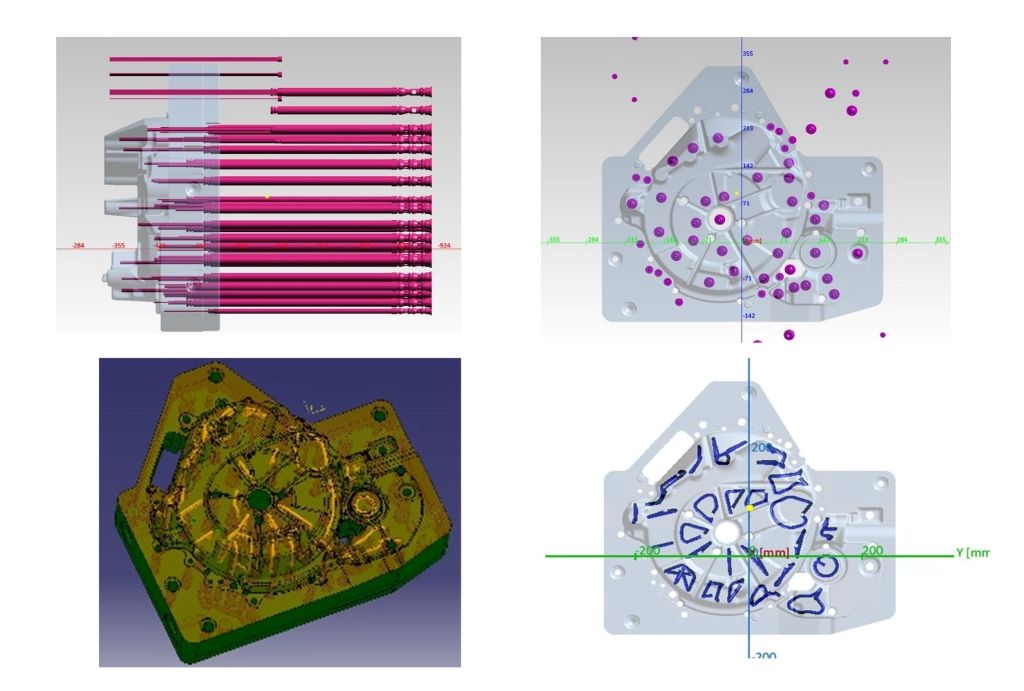
Questo vale sia durante la costruzione basata su laser che nel successivo trattamento termico. Il rischio è tanto maggiore quanto più forti sono i gradienti di temperatura all'interno del componente durante il processo di produzione - un effetto che è particolarmente pronunciato nei pezzi di grandi dimensioni. "Per superare questa limitazione, è necessaria una nuova generazione di macchine e materiali, specificamente adattati alle esigenze degli utensili HPDC di grande formato", spiega Niklas Prätzsch, responsabile del gruppo di tecnologia di processo LPBF presso il Fraunhofer ILT. "Proprio questa combinazione è stata oggetto degli sviluppi ora realizzati."
«La nuova tecnologia dei materiali e delle macchine consente per la prima volta di produrre strumenti di grandi dimensioni con strutture di raffreddamento a forma libera. In questo modo non solo è possibile abbassare in modo mirato i picchi di temperatura locali nel processo di fusione, ma aumenta anche la varietà di varianti mantenendo un'elevata durata. Su una piattaforma di utensili è possibile produrre diversi componenti senza dover realizzare nuovi utensili ogni volta.»
Produzione LPBF scalabile per componenti di grandi dimensioni senza crepe
A tal fine, è stata ulteriormente sviluppata la macchina PBF-LB/M a 5 laser basata su gantry, sviluppata presso il Fraunhofer ILT, con un attuale volume di costruzione di 1.000 x 800 x 350 mm³. A differenza dei sistemi convenzionali, essa dispone di una testa di lavorazione mobile e di una guida del gas protettivo locale, in modo che il volume di costruzione possa essere scalato linearmente lungo gli assi della macchina mantenendo le stesse condizioni di processo (velocità di flusso del gas protettivo, angolo di deviazione del raggio laser, ecc.). Ciò consente di produrre in modo additivo anche strumenti di dimensioni maggiori rispetto all'inserto per utensili considerato in questo progetto, con un volume superiore a 20.000 cm³ e una Bounding Box di 515 x 485 x 206 mm³.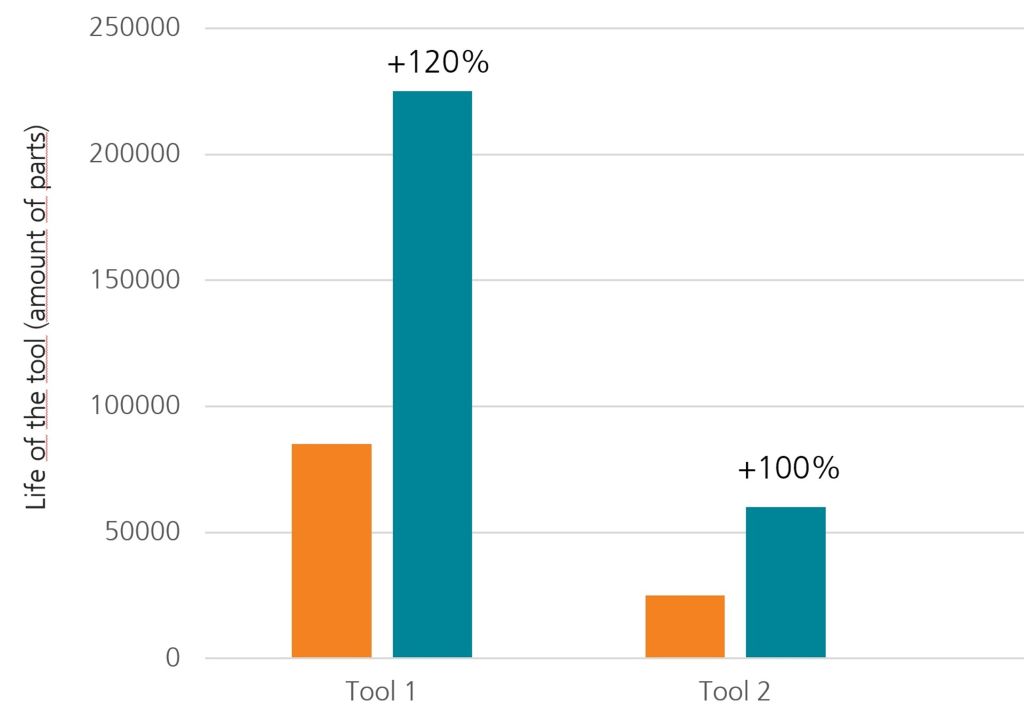
Per minimizzare i gradienti di temperatura critici nei grandi strumenti, è stato sviluppato anche un modulo substrato riscaldabile. La piattaforma di costruzione raggiunge ora una temperatura di 200 °C, permettendo a ogni nuovo strato di raffreddarsi non a temperatura ambiente, ma solo a un plateau termico predefinito. Questo approccio riduce le tensioni termicamente indotte e il rischio di formazione di crepe durante il processo di costruzione. La combinazione di un ampio volume di costruzione, alta stabilità del processo e preriscaldamento attivo rende questo impianto uno dei primi sistemi LPBF al mondo, adatto per la produzione economica di stampi per pressofusione vicini all'uso, anche per Mega o Giga Casting.
»La chiave del successo risiede nel materiale L-40 di MacLean-Fogg, progettato per soddisfare le esigenze della PBF-LB/M«, commenta Prätzsch. Questo acciaio si distingue per una ridotta tendenza alla rottura rispetto agli acciai per utensili convenzionali, sia durante la produzione che nel trattamento termico. L-40 raggiunge già nello stato as-built un'elevata precisione dimensionale, eccellenti proprietà in termini di durezza (48 HRC), resistenza alla trazione (1420 MPa) e tenacità all'urto (>>60 J). In ampie indagini sono stati validati con successo sia il trasferimento dei parametri sul nuovo concetto di macchina sia le prestazioni in geometrie complesse, ad esempio in canali di raffreddamento rotondi o sospesi.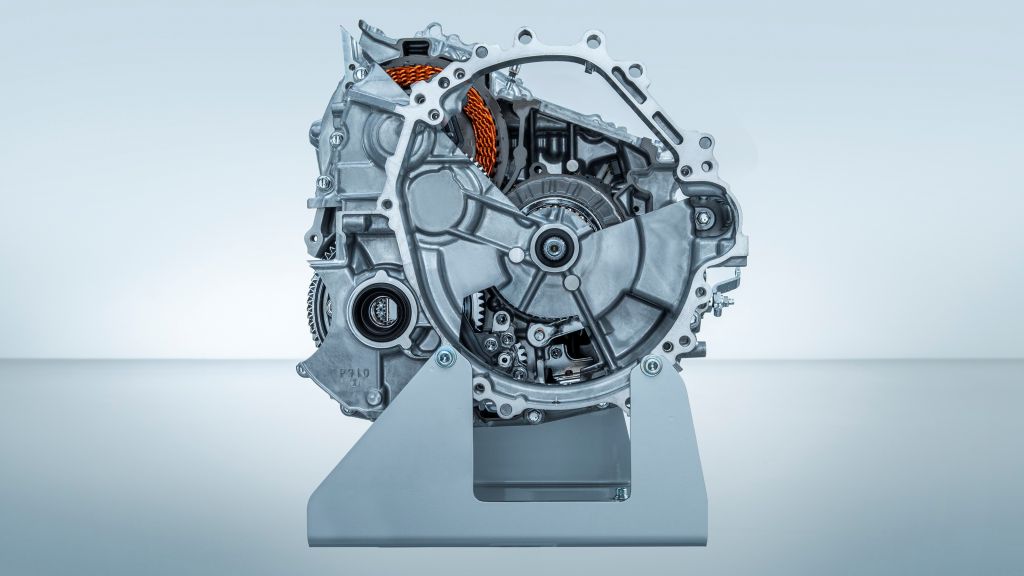
In sintesi, la combinazione di una macchina PBF-LB/M scalabile e di un materiale sviluppato appositamente consente per la prima volta la produzione economica e riproducibile di stampi per pressofusione di grande formato con raffreddamento a contorno. Le prime applicazioni mostrano che la durata degli utensili prodotti in questo modo può essere notevolmente prolungata rispetto agli stampi convenzionali.
Produzione ibrida per utensili di serie
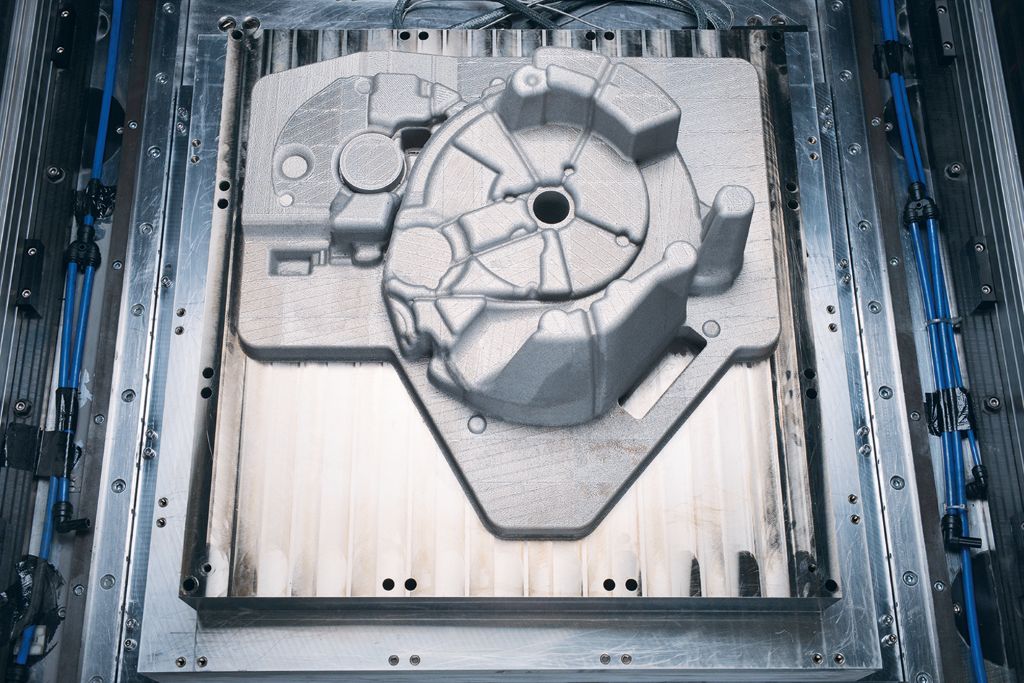
Nell'ambito del progetto, i partner hanno realizzato un inserto per utensile prodotto additivamente per un involucro di trasmissione, già in uso presso Toyota. L'inserto per pressofusione include una rete complessa di canali di raffreddamento a contorno, che rappresenta già un chiaro vantaggio della produzione additiva, non realizzabile con la lavorazione convenzionale. Per la costruzione dell'utensile additivo, il team di progetto ha optato per un processo ibrido su una preforma appositamente realizzata, che già disponeva di canali di raffreddamento verticali. La precisa posizionamento e la connessione sicura dei due componenti hanno posto elevate esigenze alla calibrazione delle macchine, alla precisione e alla gestione del processo. Tali strutture ibride offrono il potenziale per ridurre ulteriormente i tempi di costruzione e i costi, poiché il costoso processo PBF-LB/M viene utilizzato solo in queste aree del componente, che non sono realizzabili convenzionalmente.
La complessa struttura di raffreddamento è stata progettata dai ricercatori in modo tale che le zone critiche dello stampo vengano efficacemente temperate durante la pressofusione. Ciò riduce il carico termico, portando a una durata dell'utensile notevolmente più lunga. In progetti precedenti, un utensile additivo comparabile ha già raggiunto una durata fino a quattro volte superiore rispetto a un utensile H13 convenzionale.
Dopo la costruzione dello stampo HPDC, sono seguite un trattamento termico tipico dell'industria con distensione e indurimento, nonché una lavorazione convenzionale delle superfici funzionali. L'elevata precisione del corpo base additivo ha richiesto solo una finitura precisa senza ulteriore materiale.
Pioniere per stampi di fusione efficienti e durevoli nell'industria automobilistica
La produzione di stampi di fusione di grande formato tramite processi additivi affronta diverse sfide centrali della produzione automobilistica odierna, in particolare nel contesto della trasformazione verso la mobilità elettrica. Un vantaggio decisivo risiede nel raffreddamento a contorno, che può essere progettato liberamente grazie alla stampa 3D. I canali di raffreddamento possono essere ottimizzati per le zone termicamente sovraccariche dell'utensile. Questo riduce localmente i picchi di temperatura, riduce l'usura termomeccanica e prolunga significativamente la durata dello stampo.
Allo stesso tempo, la produzione additiva offre la possibilità di ridurre drasticamente i tempi di attraversamento. Invece di elaborare più componenti dell'utensile e assemblarli, è sufficiente una costruzione additiva consolidata e continua. Lo stampo per pressofusione per Toyota è stato realizzato in meno di dieci giorni, inclusi tutti i passaggi preparatori. Per gli OEM, ciò significa cicli di sviluppo più brevi e un'introduzione più rapida di nuove piattaforme veicolari.
La possibilità di costruire utensili di grande volume in modo ibrido crea ulteriore flessibilità. I componenti con interfacce definite possono essere efficientemente integrati additivamente e ottimizzati funzionalmente, senza dover riprodurre completamente l'intero componente. Ciò riduce sia l'uso di materiale che i costi per utensile.
«Con L-40 ci siamo proposti di superare i limiti della produzione additiva per utensili di formatura a caldo e a freddo in generale e per utensili di pressofusione in particolare. Questo progetto dimostra che è possibile produrre inserti grandi, complessi e altamente resistenti, e fornisce chiari traguardi per essere anche economicamente attraenti. La produzione additiva è pronta ad affrontare vere sfide su scala industriale. Per gli OEM, questo è un vantaggio decisivo: tempi di sviluppo più brevi, maggiore durata degli utensili e maggiore flessibilità nel design degli utensili», afferma Harald Lemke, Direttore della gestione del prodotto, MacLean-Fogg Component Solutions.
Per i produttori di veicoli come Toyota, che puntano a meno componenti e strutture più complesse, questi sviluppi offrono nuove opportunità nella strategia degli utensili: meno sforzi nella produzione degli utensili, tempi di funzionamento più lunghi e la possibilità di realizzare più varianti con un solo utensile.
Il componente realizzato dimostra in modo impressionante che la catena di processo sviluppata - composta da un impianto LPBF di grande formato, materiale innovativo e produzione ibrida - soddisfa i requisiti delle applicazioni industriali reali anche nell'ambito del Giga Casting.
Il potenziale va ben oltre il singolo caso: la catena di processo sviluppata è adatta non solo per grandi inserti per utensili in alluminio HPDC, ma anche per la maggior parte degli altri utensili e inserti di formatura a caldo e a freddo, come inserti per stampaggio, filettatura o iniezione. Ovunque siano necessari utensili altamente sollecitati con raffreddamento complesso e dimensioni di lotto limitate, la produzione additiva può offrire vantaggi significativi.
Contatto:


