

A Fraunhofer ILT és a MacLean-Fogg közösen egy összetett nyomásos öntőformát készítettek lézeres porágy-fúzióval (PBF-LB/M). Az egyedileg kifejlesztett L-40 szerszámacél először teszi lehetővé erősen igénybevett, nagy térfogatú szerszámok additív gyártását, így megvalósítva a kontúrnál közeli hűtést. Az első eredmények kisebb szerszámok esetében, amelyeket a Toyota már sorozatgyártásban alkalmaz, arra utalnak, hogy az additív módon gyártott szerszámok élettartama jelentősen megnövekedett. A jelenlegi projekt keretében egy hibrid, nagy térfogatú szerszám készült a Toyota Yaris Hybrid váltóműházához. A hagyományos előformázás és az additív módon gyártott struktúrák kombinált eljárása lerövidíti a gyártási időt, csökkenti a költségeket, és lehetővé teszi a magas variációs sokféleséget egy közös szerszámplatformon.
Az autóipar mélyreható átalakuláson megy keresztül. A költségnyomás és az elektromobilitásra való átállás sok gyártót arra kényszerít, hogy alapjaiban gondolja át járműépítésüket és gyártási folyamataikat. Sok gyártó jelenleg csökkenti az egyes préselt alkatrészek számát, és arra törekszik, hogy a lehető legkevesebb, de rendkívül összetett szerkezeti elemet használjon. Különösen a nagy alumínium alkatrészek, például a váz- vagy hajtóműkomponensek esetében nőnek a szerszámokkal szembeni követelmények: hőterhelésnek ellenállónak kell lenniük, variációkat kell lehetővé tenniük, és a lehető leggyorsabban kell alkalmazkodniuk az új geometriákhoz.
Ez a változás új kihívásokat hoz magával: A szükséges öntőformáknak nemcsak nagyobbnak kell lenniük, mint eddig, hanem ellenállóbbaknak is, miközben bonyolult geometriai formákat és rövidebb fejlesztési időket igényelnek. Pontosan itt lép be egy projekt a Fraunhofer Lézertechnikai Intézet (ILT) keretein belül, együttműködve az L-40 porgyártó MacLean-Fogg céggel és a Toyota-val, mint végfelhasználóval.
A Fraunhofer ILT által kifejlesztett gantry-alapú PBF-LB/M gép alkalmazásával, amely skálázható építési térfogatú, és a MacLean-Fogg által az additív gyártáshoz kifejlesztett szerszámacél felhasználásával először sikerült nagyon nagy nyomásos öntőformákat additív módon előállítani, amelyek kontúros hűtéssel rendelkeznek – alkalmasak nagy térfogatú magasnyomású öntvény (HPDC) komponensekhez.
A masszív geometriák eddig belső feszültségekhez és kritikus hibákhoz vezettek a PBF-LB/M során.
A nagyöntési eljárások fokozódó elterjedésével egyre növekvő követelmények merülnek fel a HPDC során használt szerszámokkal szemben. A formáknak pontos, reprodukálható alkatrészminőséget kell biztosítaniuk nagyon magas darabszámok mellett, miközben rendkívüli mechanikai és hőterhelésekkel kell megbirkózniuk. A szerszámbeépítmények elegendő élettartamának biztosítása érdekében elengedhetetlenek a komplex, belső hűtési struktúrák, amelyeket a hagyományos gyártási eljárások nem tudnak megvalósítani. Két központi probléma korlátozta eddig az ilyen nagyméretű nyomóformák additív gyártását: egyrészt a klasszikus PBF-LB/M gépek rendelkezésre álló építési térfogata túl kicsi ahhoz, hogy 600 x 600 mm² vagy annál nagyobb formabeépítményeket egy darabban előállítsanak. Másrészt a korábban használt szerszámacélok – különösen H11 (1.2343), H13 (1.2344) vagy M300 – ebben a méretben (>20.000 cm³) nem feldolgozhatók biztonságosan a folyamat során. Még optimális paraméterek mellett is repedésképződés, hőtorzulás és elégtelen mechanikai tulajdonságok fenyegetnek.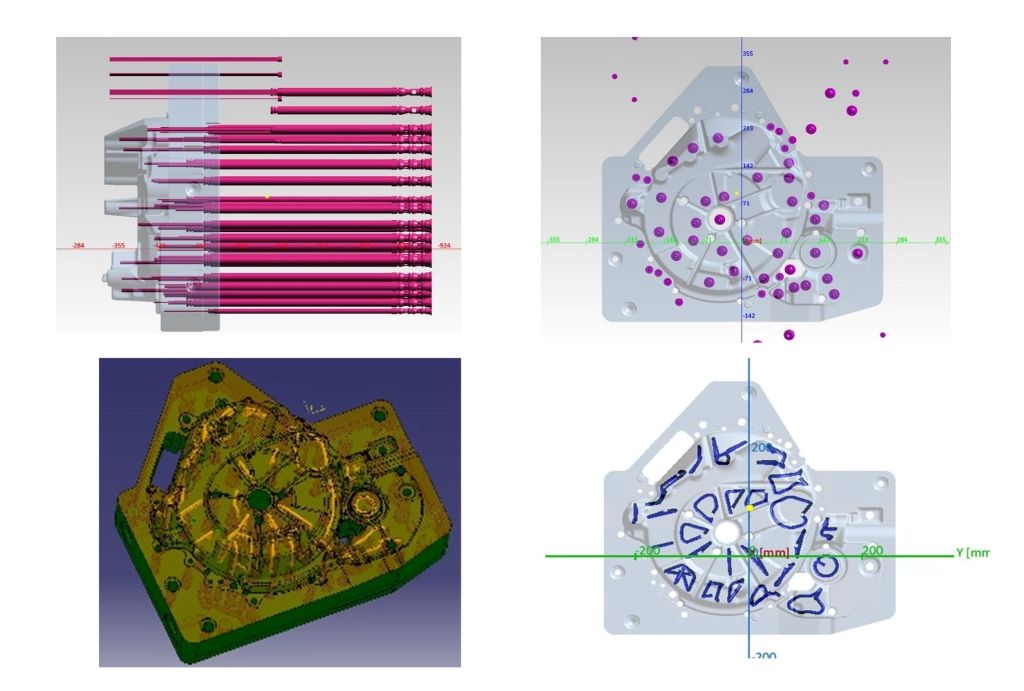
Ez mind a lézeralapú felépítés, mind a későbbi hőkezelés során érvényes. A kockázat annál nagyobb, minél erősebbek a hőmérséklet-gradiens a munkadarabon a gyártási folyamat során – ez a hatás különösen kifejezett a nagy térfogatú munkadarabok esetében. „Ezeknek a korlátoknak a leküzdéséhez új generációs gépekre és anyagokra van szükség, amelyek kifejezetten a nagyméretű HPDC szerszámok követelményeire vannak szabva” – magyarázza Niklas Prätzsch, az LPBF folyamattechnika csoportvezetője a Fraunhofer ILT-nél. „Pontosan ez a kombináció volt a most megvalósított fejlesztések tárgya.
„Az új anyag- és géptechnológia lehetővé teszi, hogy először nagy térfogatú szerszámokat is szabadon formált hűtési struktúrával állítsanak elő. Ennek köszönhetően nemcsak a helyi hőmérsékleti csúcsok csökkenthetők a öntési folyamat során, hanem a változatosság is nő, miközben a hosszú élettartam megmarad. Így egy szerszámplatformon különböző alkatrészek gyárthatók anélkül, hogy minden alkalommal új szerszámokat kellene készíteni.”
Skálázható LPBF-gyártás repedésmentes nagyméretű alkatrészekhez
Ehhez a Fraunhofer ILT-nél kifejlesztett, gantry alapú 5-lézeres PBF-LB/M gépet továbbfejlesztették, amelynek jelenlegi építési térfogata 1000 x 800 x 350 mm³. A hagyományos rendszerekkel ellentétben mozgatható megmunkálófejjel és helyi védőgáz-vezető rendszerrel rendelkezik, így az építési térfogat a gép tengelyei mentén lineárisan skálázható, azonos folyamatfeltételek (védőgáz áramlási sebessége, lézersugár eltérítési szöge stb.) mellett. Ezzel a jövőben még nagyobb szerszámok additív előállítása is lehetséges, mint a projekt keretein belül vizsgált szerszámbehelyezés, amelynek térfogata meghaladja a 20.000 cm³-t és egy bounding box-a 515 x 485 x 206 mm³.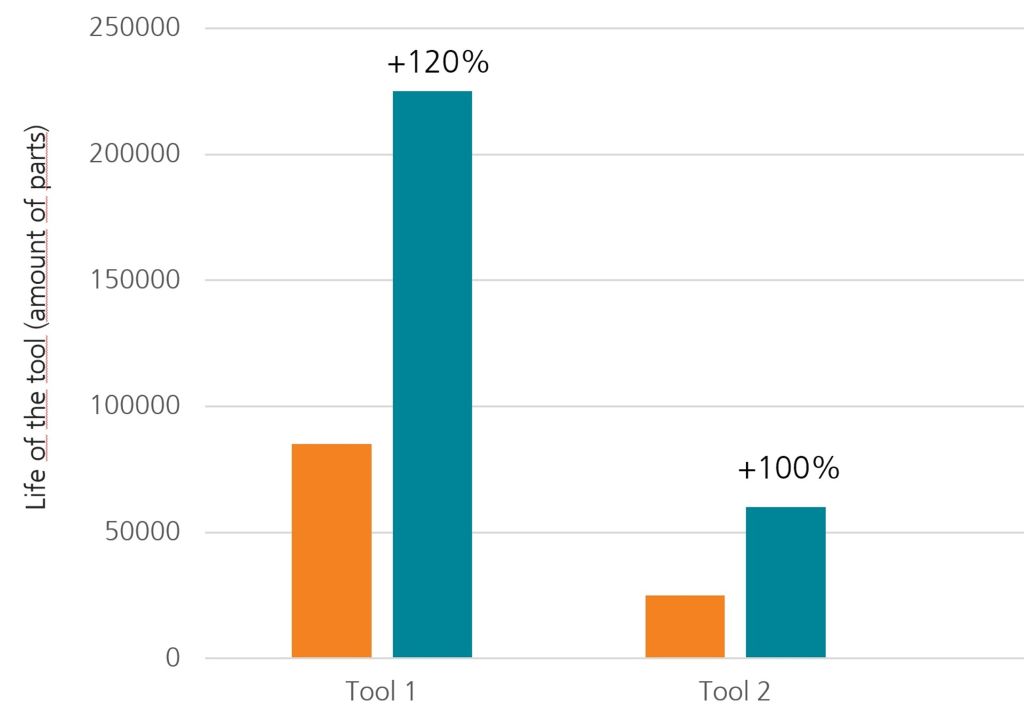
A nagy térfogatú szerszámoknál kritikus hőmérséklet-gradiens minimalizálása érdekében egy fűthető szubsztrátmodult is kifejlesztettek. Az építési platform most 200 °C-ra melegszik, így minden új réteg nem szobahőmérsékletre, hanem csak egy előre meghatározott hőmérsékleti platóra hűl le. Ez a megközelítés csökkenti a hőmérsékletváltozásból eredő feszültségeket és a repedések kialakulásának kockázatát az építési folyamat során. A nagy építési tér, a magas folyamatstabilitás és az aktív előmelegítés kombinációja teszi ezt a berendezést világszerte az egyik első LPBF rendszerré, amely gazdaságos gyártásra alkalmas a használatra kész öntőformák számára, akár Mega vagy Giga Casting esetén is.
»A siker kulcsa a MacLean-Fogg L-40 anyagában rejlik, amely a PBF-LB/M követelményeire van szabva«, kommentálja Prätzsch. Ez az acél a hagyományos szerszámacélokhoz képest jelentősen csökkentett repedésre hajlamos, mind a gyártás, mind a hőkezelés során. Az L-40 már az as-built állapotban is magas méretpontosságot, kiemelkedő tulajdonságokat mutat keménység (48 HRC), szakítószilárdság (1420 MPa) és ütőszilárdság (>60 J) terén. Átfogó vizsgálatok során sikeresen validálták az új gép koncepciójára történő paraméterátvitelt, valamint a teljesítményt összetett geometriákban – például kerek vagy túlnyúló hűtőcsatornák esetében.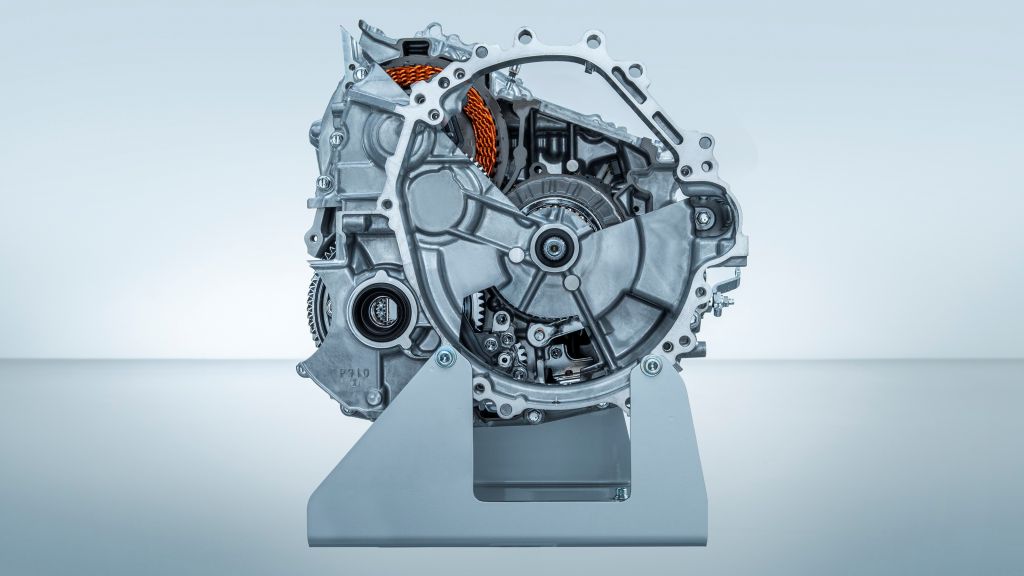
Összességében a skálázható PBF-LB/M gép és a saját fejlesztésű anyag kombinációja először teszi lehetővé a gazdaságos, reprodukálható nagy formátumú öntőformák gyártását kontúros hűtéssel. Az első alkalmazások azt mutatják, hogy az így készült szerszámok élettartama jelentősen meghosszabbítható a hagyományos formákhoz képest.
Hibrid gyártás sorozatszerszámokhoz
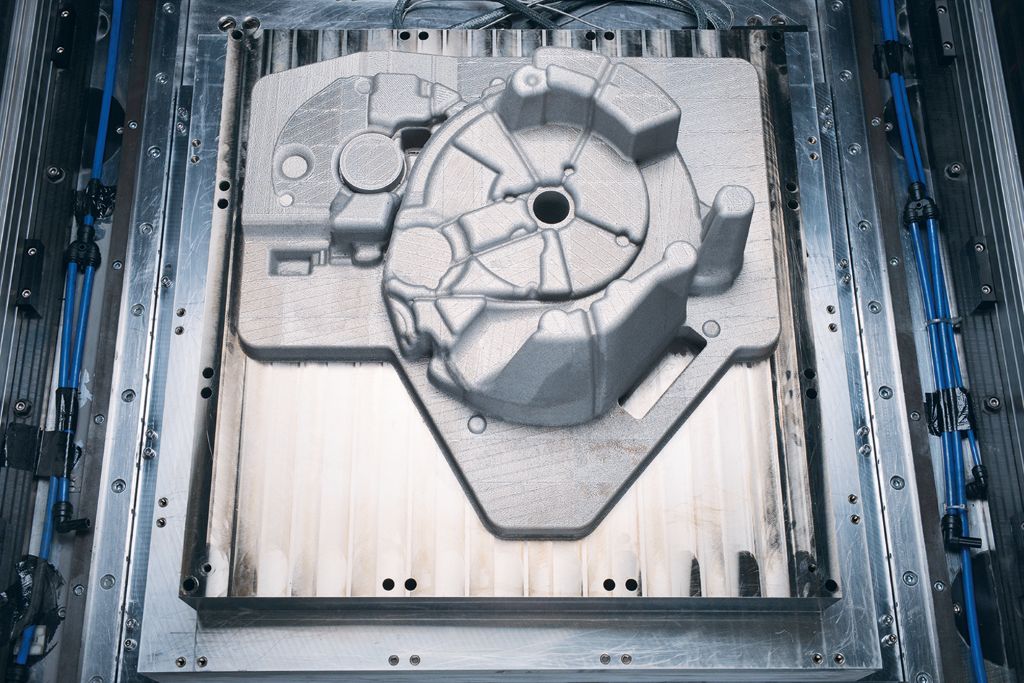
A projekt keretében a partnerek egy additív módon gyártott szerszámbeépítést készítettek egy sebességváltó házhoz, amely már ma is használatban van a Toyotánál. Az öntőforma beépítés tartalmaz egy összetett kontúros hűtőcsatorna hálózatot, ami már önmagában is egy világos előny az additív gyártásban, amely a hagyományos forgácsolással nem valósítható meg. Az additív szerszám felépítéséhez a projektcsapat egy hibrid folyamatot választott egy saját gyártású előformán, amely már rendelkezett függőleges hűtőcsatornákkal. A két komponens pontos pozicionálása és folyamatbiztos kapcsolata magas követelményeket támasztott a gép kalibrálásával, precizitásával és folyamatirányításával szemben. Az ilyen hibrid struktúrák lehetőséget kínálnak az építési idő és a költségek további csökkentésére, mivel a költségesebb PBF-LB/M eljárást csak azokban az alkatrészekben használják, amelyek hagyományosan nem valósíthatók meg.
A kutatók a komplex hűtési struktúrát úgy tervezték, hogy a forma kritikus zónáit a nyomásos öntés során hatékonyan lehessen temperálni. Ez csökkenti a hőterhelést, ami jelentősen meghosszabbítja a szerszám élettartamát. Korábbi projektek során egy hasonló additív szerszámmal akár négyszer hosszabb élettartamot is elértek a hagyományos H13 szerszámokkal szemben.
A HPDC forma felépítése után ipari szintű hőkezelés következett feszültségmentesítéssel és edzéssel, valamint a funkcionális felületek hagyományos marásával. Az additív alaptest magas méretpontossága csupán precíz végső megmunkálást igényelt további anyagfelhasználás nélkül.
Utakat nyitó megoldások az autóiparban hatékony és tartós öntőformákhoz
A nagy formátumú öntőformák additív eljárásokkal történő gyártása számos központi kihívást céloz meg a mai autógyártásban, különösen az elektromobilitásra való átállás kontextusában. Egy döntő előny a kontúros hűtésben rejlik, amelyet a 3D nyomtatás először szabadon alakíthatóvá tesz. A hűtőcsatornák optimálisan alkalmazkodhatnak a szerszám hőmérsékletileg erősen terhelt zónáihoz. Ez helyileg csökkenti a hőcsúcsokat, csökkenti a termomechanikai kopást és jelentősen meghosszabbítja a forma élettartamát.
Ugyanakkor az additív gyártás lehetőséget biztosít a ciklusidők drasztikus csökkentésére. A több szerszámkomponens bonyolult megmunkálása és összeszerelése helyett elegendő egy konszolidált, folyamatosan additív felépítés. A Toyota öntőformáját kevesebb mint tíz nap alatt készítették el, beleértve az összes előkészítő lépést. Az OEM-ek számára ez rövidebb fejlesztési ciklusokat és gyorsabb új járműplatformok piacra kerülését jelenti.
A lehetőség, hogy nagy térfogatú szerszámokat hibrid módon építsenek fel, további rugalmasságot teremt. Az alkatrészek, amelyek meghatározott interfészekkel rendelkeznek, hatékonyan additív módon kiegészíthetők és funkcionálisan optimalizálhatók anélkül, hogy az egész alkatrészt újra kellene gyártani. Ezáltal csökken mind az anyagfelhasználás, mind a költségek szerszámonként.
»Az L-40-nel azt tűztük ki célul, hogy átlépjük az additív gyártás határait a meleg- és hidegalakító szerszámok, különösen az öntőszerszámok esetében. Ez a projekt bizonyítja, hogy lehetséges nagy, összetett és egyben nagy terhelhetőségű beépítéseket előállítani, és világos mérföldköveket ad, hogy gazdaságilag is vonzóak legyünk. Az additív gyártás készen áll arra, hogy valódi kihívásokat vállaljon ipari méretekben. Az OEM-ek számára ez döntő előny: rövidebb fejlesztési idők, hosszabb szerszámok élettartama és nagyobb rugalmasság a szerszámtervezésben« - mondta Harald Lemke, a MacLean-Fogg Component Solutions termékmenedzsere.
A járműgyártók, mint a Toyota, akik kevesebb alkatrészre és összetettebb struktúrákra támaszkodnak, új lehetőségeket kínálnak a szerszámstratégiában: kevesebb munka a szerszámgyártásban, hosszabb üzemidők és a lehetőség, hogy több változatot egyetlen szerszámmal valósítsanak meg.
A legyártott alkatrész lenyűgözően bizonyítja, hogy a kifejlesztett folyamatlánc - amely egy nagy formátumú LPBF berendezésből, innovatív anyagból és hibrid gyártásból áll - megfelel a valós ipari alkalmazások követelményeinek még a Giga Casting környezetében is.
A potenciál messze túlmutat az egyedi eseteken: A kifejlesztett folyamatlánc nemcsak nagy alumínium-HPDC szerszámbeépítésekhez alkalmas, hanem a legtöbb más meleg- és hidegalakító szerszámhoz és beépítéshez, mint például a prés-, menetes- vagy fröccsöntő beépítésekhez. Mindenhol, ahol nagy terhelésű szerszámokra van szükség összetett hűtéssel és korlátozott sorozatméretekkel, az additív gyártás jelentős előnyöket kínál.
Kapcsolat:


