

Fraunhofer ILT and MacLean-Fogg have jointly manufactured a complex die casting tool insert using Laser Powder Bed Fusion (PBF-LB/M). The specially developed tool steel L-40 allows for the first time the additive manufacturing of heavily loaded, large-volume tools and thus the implementation of contour-adjacent cooling. Initial results from smaller tools already in series use by Toyota indicate a significantly extended service life of the additively manufactured tools. In the current project, a hybrid, large-volume tool for the transmission housing of the Toyota Yaris Hybrid was created. The combined process of conventional preform plus additively manufactured structures shortens production time, reduces costs, and allows for a high variety of variants on a common tool platform.
The automotive industry is undergoing a profound transformation. Cost pressure and the transition to electromobility are forcing many manufacturers to fundamentally rethink their vehicle architecture and production processes. Many manufacturers are currently reducing the number of individual stamped parts and striving for as few but highly complex structural components as possible. This also increases the demands on the tools, especially for large aluminum components, such as frame or transmission parts: they must be thermally highly resilient, allow for variants, and be able to adapt quickly to new geometries.
This change brings new challenges: The required casting molds must not only be larger than before but also more durable while having complex geometries and shorter development times. This is exactly where a project at the Fraunhofer Institute for Laser Technology ILT, in collaboration with L-40 powder manufacturer MacLean-Fogg and Toyota as the end user, comes into play.
By using a gantry-based PBF-LB/M machine developed at Fraunhofer ILT with scalable build volume and the tool steel developed by MacLean-Fogg for additive manufacturing, very large die casting molds with contour-adjacent cooling could for the first time be additively manufactured – suitable for large-volume high-pressure die casting (HPDC) components.
Massive geometries have so far led to residual stresses and critical defects in PBF-LB/M.
With the increasing establishment of large casting processes, the demands on the tools used in HPDC are also rising. The molds must enable precise, reproducible component quality at very high quantities while withstanding extreme mechanical and thermal loads. To ensure a sufficient service life of the tool inserts, complex internal cooling structures are essential, which cannot be implemented with conventional manufacturing processes. Two central problems have so far limited the additive manufacturing of such large-format die casting molds: On the one hand, the available build volume of classical PBF-LB/M machines is too small to produce mold inserts in the range of 600 x 600 mm² or more in one piece. On the other hand, the tool steels previously used – particularly H11 (1.2343), H13 (1.2344), or M300 – cannot be processed reliably in this size range (>20,000 cm³). Even with optimal parameters, there is a risk of crack formation, thermal distortion, and inadequate mechanical properties.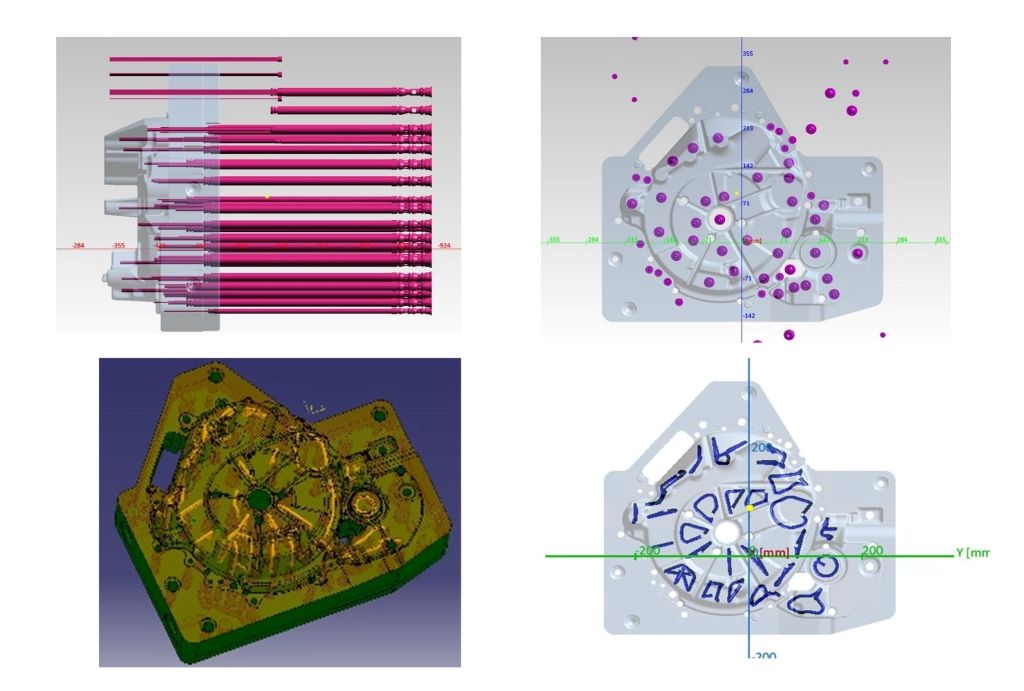
This applies both during the laser-based build process and in the subsequent heat treatment. The risk is greater the more pronounced the temperature gradients within the component are during the manufacturing process – an effect that is particularly pronounced in large-volume workpieces. 'To overcome this limitation, a new generation of machines and materials specifically tailored to the requirements of large-format HPDC tools is needed,' explains Niklas Prätzsch, group leader LPBF process technology at Fraunhofer ILT. 'This very combination was the subject of the developments now realized.'
'The new material and machine technology allows for the first time the production of large-volume tools with free-form cooling structures. This not only allows for targeted reduction of local temperature peaks in the casting process, but also increases the variety of variants while maintaining a high service life. Thus, different components can be produced on one tool platform without having to manufacture new tools each time.'
Scalable LPBF manufacturing for crack-free large components
For this purpose, the gantry-based 5-laser PBF-LB/M machine developed at Fraunhofer ILT has been further developed with a current build volume of 1,000 x 800 x 350 mm³. Unlike conventional systems, it features a movable processing head and local protective gas guidance, allowing the build volume to be linearly scalable along the machine axes under the same process boundary conditions (protective gas flow velocity, laser beam deflection angle, etc.). This means that even larger tools can be additively manufactured in the future than the tool insert considered in this project with a volume of over 20,000 cm³ and a bounding box of 515 x 485 x 206 mm³.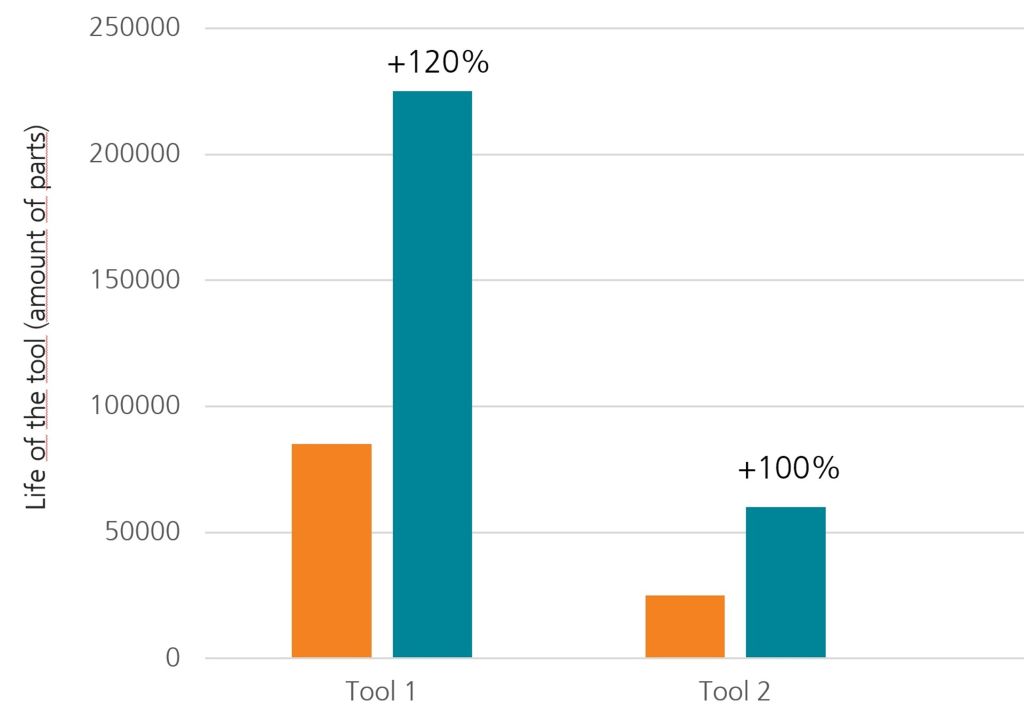
To minimize the critical temperature gradients in large-volume tools, a heated substrate module has also been developed. The build platform now reaches a temperature of 200 °C, allowing each new layer to cool not to room temperature but only to a predefined thermal plateau. This approach reduces thermally induced stresses and the risk of crack formation during the build process. The combination of large build space, high process stability, and active preheating makes this system one of the first LPBF systems worldwide suitable for the economical production of application-ready die casting molds for mega or giga casting.
'The key to success lies in the L-40 material from MacLean-Fogg, which is tailored to the requirements of PBF-LB/M,' comments Prätzsch. This steel is characterized by a significantly reduced tendency to crack compared to conventional tool steels – both during manufacturing and in heat treatment. L-40 already achieves high dimensional stability in the as-built state, outstanding properties in hardness (48 HRC), tensile strength (1420 MPa), and notched impact toughness (>60 J). Comprehensive studies have successfully validated both the parameter transfer to the new machine concept and the performance in complex geometries – for example, in round or overhanging cooling channels.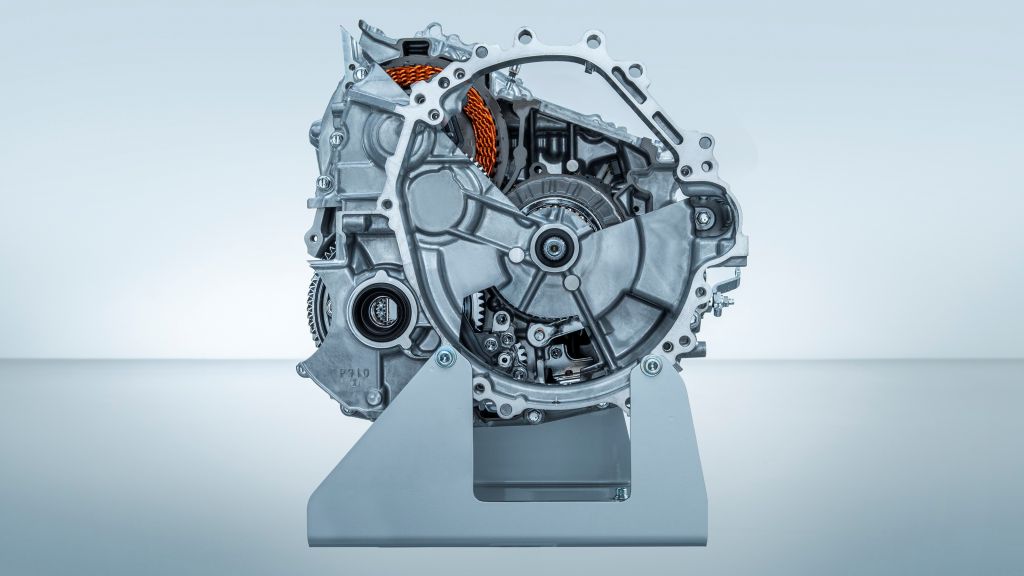
In summary, the combination of a scalable PBF-LB/M machine and a specially developed material enables the economical, reproducible production of large-format die-casting molds with contour-adjacent cooling for the first time. Initial applications show that the lifespan of tools manufactured in this way can be significantly extended compared to conventional molds.
Hybrid manufacturing for series tools
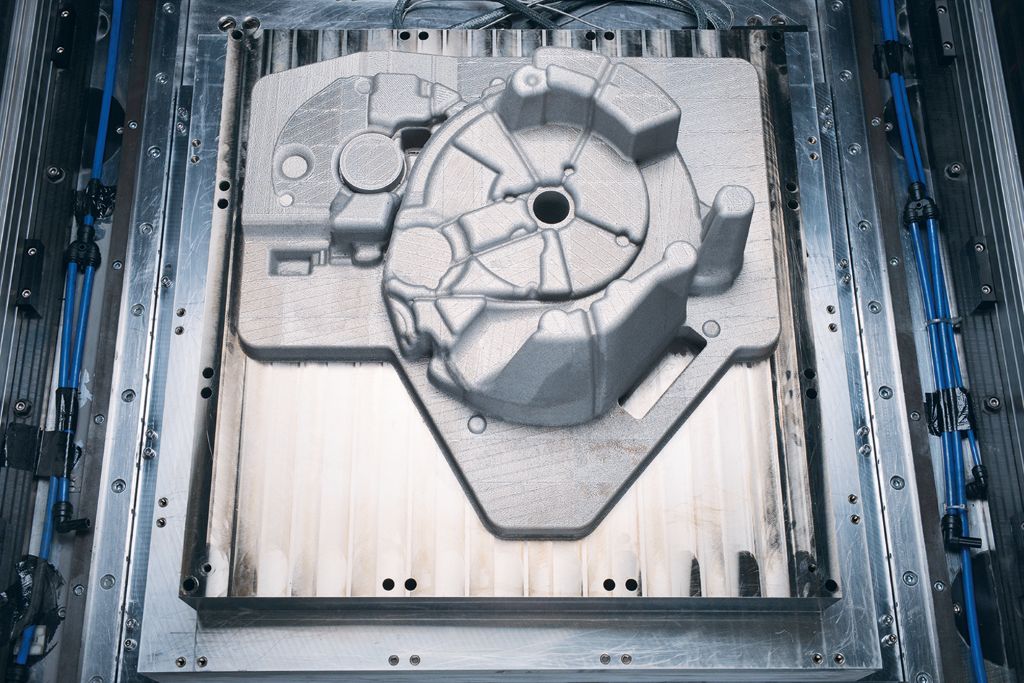
As part of the project, the partners produced an additively manufactured tool insert for a gearbox housing, which is already in use at Toyota today. The die-casting mold insert includes a complex network of contour-adjacent cooling channels, which is already a clear advantage of additive manufacturing that cannot be realized with conventional machining. For the additive tool structure, the project team opted for a hybrid process on a specially manufactured preform that already had vertical cooling channels. The precise positioning and process-safe connection of both components posed high demands on machine calibration, precision, and process control. Such hybrid structures have the potential to further reduce construction time and costs, as the more expensive PBF-LB/M process is only used in those areas of the component that cannot be realized conventionally.
The researchers designed the complex cooling structure so that critical zones of the mold are effectively tempered during die casting. This reduces thermal stress, leading to a significantly longer tool life. In previous projects, a comparable additive tool achieved a lifespan up to four times longer than a conventional H13 tool.
After the construction of the HPDC mold, an industry-standard heat treatment with stress relief and hardening followed, as well as conventional milling of the functional surfaces. The high dimensional accuracy of the additive base body required only precise finishing without additional material expenditure.
Pathfinder for efficient and durable casting molds in the automotive industry
The production of large-format casting molds using additive processes addresses several key challenges of today's automotive production, especially in the context of the transformation towards electromobility. A crucial advantage lies in the contour-adjacent cooling, which can be freely designed for the first time through 3D printing. The cooling channels can be optimally adapted to the thermally highly stressed zones of the tool. This locally lowers temperature peaks, reduces thermomechanical wear, and significantly extends the lifespan of the mold.
At the same time, additive manufacturing offers the possibility to drastically shorten lead times. Instead of the elaborate processing of multiple tool components and their assembly, a consolidated, consistently additive structure suffices. The die-casting mold for Toyota was produced in less than ten days, including all preparatory steps. For OEMs, this means shorter development cycles and faster market introduction of new vehicle platforms.
The ability to build large-volume tools in a hybrid manner creates additional flexibility. Components with defined interfaces can be efficiently added additively and functionally optimized without having to re-manufacture the entire component. This reduces both material usage and costs per tool.
"With L-40, we aim to push the boundaries of additive manufacturing for hot and cold forming tools in general and for die-casting tools in particular. This project proves that it is possible to manufacture large, complex, and at the same time highly load-bearing inserts, and provides clear milestones to be economically attractive as well. Additive manufacturing is ready to take on real challenges on an industrial scale. For OEMs, this is a crucial advantage: shorter development times, longer tool lifetimes, and more flexibility in tool design," says Harald Lemke, Director of Product Management, MacLean-Fogg Component Solutions.
For vehicle manufacturers like Toyota, who rely on fewer individual parts and more complex structures, these developments offer new opportunities in tool strategy: less effort in tool manufacturing, longer lifetimes, and the possibility to realize multiple variants with just one tool.
The produced component impressively demonstrates that the developed process chain – consisting of large-format LPBF systems, innovative materials, and hybrid manufacturing – meets the requirements of real industrial applications even in the context of Giga Casting.
The potential extends far beyond individual cases: The developed process chain is suitable not only for large aluminum HPDC tool inserts but also for most other hot and cold forming tools and inserts such as stamping, threading, or injection molding inserts. Wherever highly stressed tools with complex cooling and limited batch sizes are needed, additive manufacturing can offer significant advantages.
Contact:


