

On les trouve dans de nombreux appareils ménagers, dans la technique du bâtiment, dans d'innombrables tuyaux et conduites hydrauliques : de petites pièces cylindriques fabriquées par des procédés de formage profond. Lors de la déformation, le matériau est fortement sollicité, ce qui peut entraîner un élargissement non désiré, des dommages de surface et même des fissures. Les vibrations ultrasonores réduisent considérablement le frottement dans le matériau et au contact des outils.

Il est connu depuis longtemps que les ultrasons peuvent réduire le frottement lors du formage profond, protégeant ainsi à la fois les outils et le matériau. Les fabricants de tuyaux et de raccords (matériaux de connexion) souhaiteraient également tirer parti du potentiel d'économie d'énergie résultant des forces réduites. Cependant, seule l'équipe dirigée par M.Sc. Martin Mädlow a réussi à maîtriser les charges typiques et soudaines dans les processus de déformation industriels. Jusqu'à présent, l'utilisation efficace des ultrasons n'était possible que dans des configurations de laboratoire presque statiques.
Au moins 20 % de frottement en moins
Pour l'excitation des vibrations, les parties actives de l'outil, comme le poinçon et la matrice, ainsi que le maintien qui maintient la tôle en position souhaitée pendant la déformation, sont également envisageables. Les chercheurs ont opté pour la matrice ; elle a la plus grande part du mouvement relatif lors de la déformation. « Dans la matrice, il y a le plus à gagner. Nous avons déjà réussi à réduire le frottement de 20 %, mais nous voyons encore un potentiel supplémentaire », souligne Mädlow.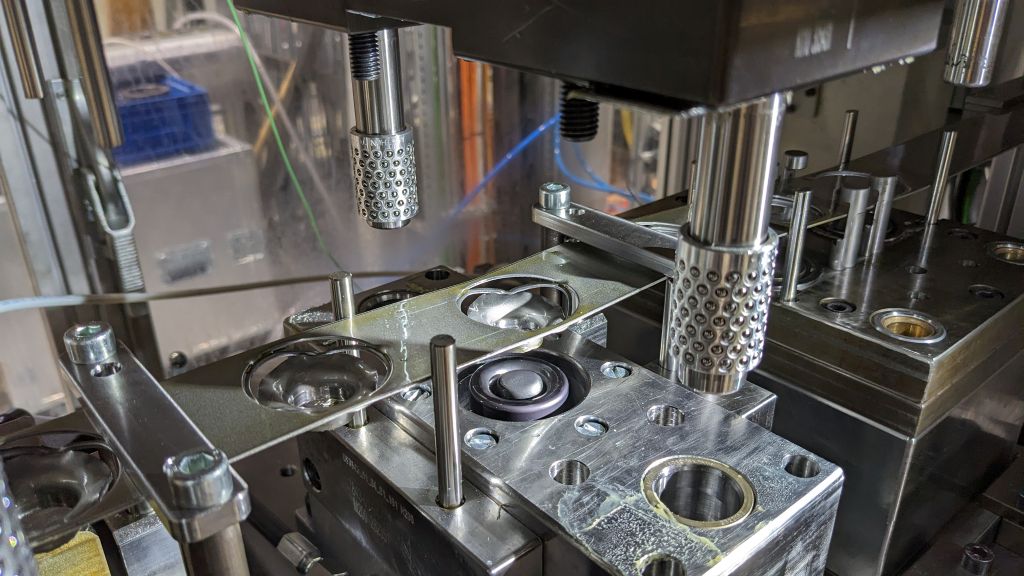
Réglementé par la force de processus transférable depuis la pièce, le formage se fait généralement en plusieurs étapes. Avec un frottement réduit, il est possible de former beaucoup plus en une seule étape sans endommager le matériau. Par exemple, deux étapes de déformation conventionnelles suffisent au lieu de trois. Un frottement réduit signifie également moins d'apport de chaleur, ce qui permet des vitesses de course plus élevées, prolonge les temps de vie des outils et empêche la carbonisation des lubrifiants utilisés.
Transfert vers la pratique, avantages pour la mobilité électrique, demande de brevet
Pour un transfert rapide dans la pratique entrepreneuriale, le Fraunhofer IWU intensifie désormais ses activités. Actuellement, l'accent est mis sur le formage profond par ultrasons de boîtiers de cellules nécessaires dans les batteries haute tension des véhicules électriques. L'objectif est de formats de cellules plus grands, qui utilisent mieux l'espace et assurent une plus grande autonomie grâce à une densité d'énergie accrue. La demande de brevet pour VibroDraw (EPA WO2025/012830 A1) a déjà été effectuée.
Modèle réussi : VibroCut
Le modèle pour le transfert de l'excitation vibratoire aux processus de formage profond est une spin-off du Fraunhofer IWU : VibroCut mise sur les vibrations dans les processus d'usinage pour réduire les forces de traitement et l'usure des outils.
Contact :


