

Znajdują się w wielu urządzeniach gospodarstwa domowego, w technice budowlanej, w niezliczonych rurach i instalacjach hydraulicznych: małe, cylindryczne części, które są wytwarzane w procesach formowania głębokiego. Podczas formowania materiał jest mocno obciążony, co może prowadzić do niepożądanych rozszerzeń, uszkodzeń powierzchni, a nawet pęknięć. Pomocne są drgania ultradźwiękowe, które znacznie redukują tarcie w materiale i w kontakcie z narzędziami.

To, że ultradźwięki mogą redukować tarcie podczas formowania głębokiego, a tym samym chronić zarówno narzędzia, jak i materiał, jest znane od dłuższego czasu. Producenci rur i złączek (materiałów łączących) chętnie skorzystają również z potencjału oszczędności energii, które wynikają z mniejszych sił. Jednak dopiero zespół pod kierownictwem M.Sc. Martina Mädla udało się opanować typowe nagłe obciążenia w przemysłowych procesach formowania. Dotychczas skuteczne wykorzystanie ultradźwięków było możliwe tylko w niemal statycznych ustawieniach laboratoryjnych.
Co najmniej 20 procent mniej tarcia
Do pobudzania drgań nadają się zarówno aktywne części narzędzi, takie jak stempel i matryca, jak i dociskacz, który utrzymuje blachę w pożądanej pozycji podczas formowania. Naukowcy zdecydowali się na matrycę; ma ona największy udział w ruchu względnym podczas formowania. 'W matrycy można osiągnąć najwięcej. Już osiągnęliśmy 20 procent redukcji tarcia, ale widzimy jeszcze dalszy potencjał,' podkreśla Mädla.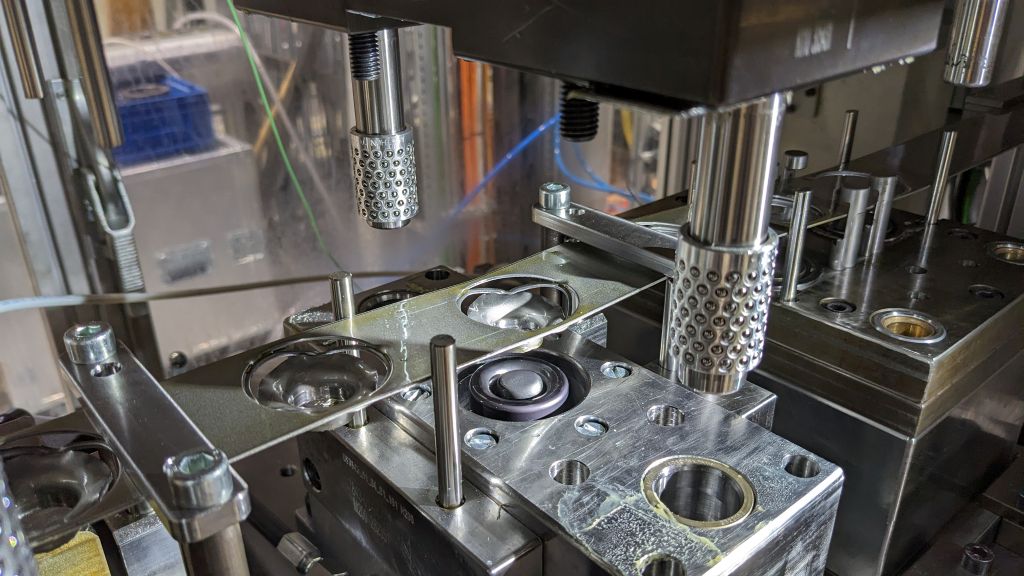
Regulowane przez siłę procesową przenoszoną przez element, formowanie odbywa się zazwyczaj w sekwencji kilku etapów. Przy zredukowanym tarciu można w jednym etapie formować znacznie dalej, bez uszkadzania materiału. Na przykład wystarczą dwa zamiast trzech konwencjonalnych kroków formowania. Zredukowane tarcie oznacza również mniej ciepła wprowadzanego, co umożliwia wyższe liczby skoku, wydłuża czas eksploatacji narzędzi i zapobiega zestalaniu się stosowanych smarów.
Transfer do praktyki, korzyści dla elektromobilności, zgłoszenie patentowe
Aby szybko wprowadzić to do praktyki przedsiębiorstw, Fraunhofer IWU kontynuuje swoje działania. Obecnie skupia się na ultradźwiękowym formowaniu głębokim obudów ogniw, które są potrzebne w magazynach wysokiego napięcia pojazdów elektrycznych. Celem są większe formaty ogniw, które lepiej wykorzystują przestrzeń i dzięki zwiększonej gęstości energii zapewniają większy zasięg. Zgłoszenie patentowe VibroDraw (EPA WO2025/012830 A1) już zostało złożone.
Udany wzór: VibroCut
Wzorem do przeniesienia pobudzania drgań na procesy formowania głębokiego jest spin-off z Fraunhofer IWU: VibroCut wykorzystuje drgania w procesach skrawania, aby zredukować siły obróbcze i zużycie narzędzi.
Kontakt:


