

Se encuentran en muchos electrodomésticos, en la tecnología de edificios, en innumerables tuberías y conducciones hidráulicas: pequeñas piezas cilíndricas que se fabrican en procesos de conformado. Durante la deformación, el material se somete a una gran carga, lo que puede provocar expansión no deseada, daños en la superficie e incluso grietas. Las vibraciones ultrasónicas ayudan a reducir considerablemente la fricción en el material y en el contacto con las herramientas.

Que el ultrasonido puede reducir la fricción durante el conformado y, por lo tanto, proteger tanto las herramientas como el material, se conoce desde hace tiempo. También los fabricantes de tuberías y accesorios (material de conexión) estarían encantados de aprovechar el potencial de ahorro de energía que resulta de las fuerzas menores. Sin embargo, solo al equipo del M.Sc. Martin Mädlow se le ha logrado dominar las típicas cargas repentinas en los procesos de conformado industrial. Hasta ahora, la utilización efectiva del ultrasonido solo se había logrado en configuraciones de laboratorio casi estáticas.
Al menos un 20 por ciento menos de fricción
Para la excitación de vibraciones, las partes activas de la herramienta, como el punzón y el troquel, así como el soporte que mantiene la chapa en la posición deseada durante el conformado, son igualmente adecuadas. Los investigadores han optado por el troquel; tiene la mayor parte del movimiento relativo durante la deformación. 'En el troquel es donde más se puede obtener. Ya hemos logrado una reducción de fricción del 20 por ciento, pero aún vemos un potencial considerable', enfatiza Mädlow.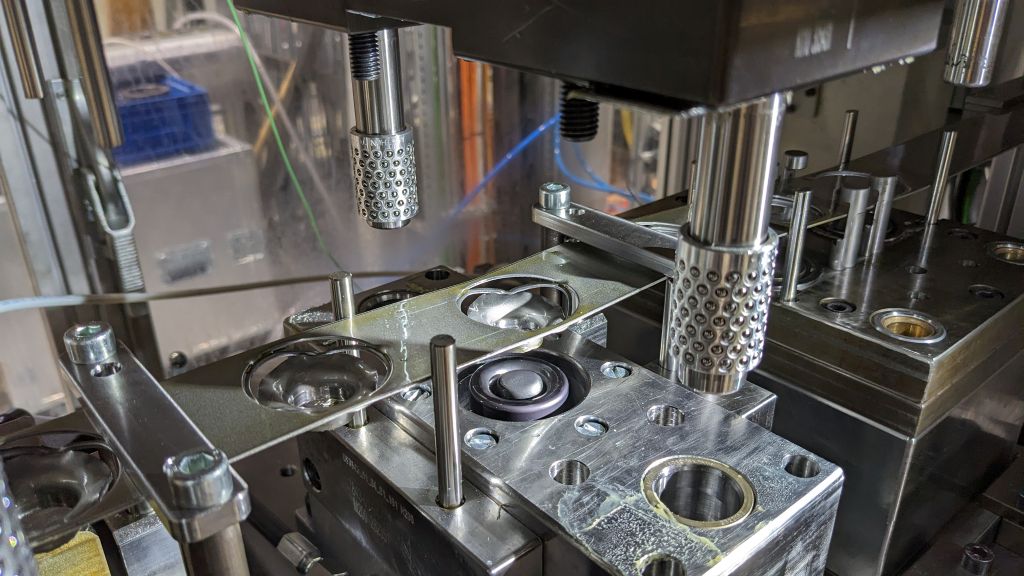
Regulado por la fuerza de proceso transferible desde la pieza de trabajo, el conformado se realiza generalmente en una secuencia de varias etapas. Con una fricción reducida, se puede conformar mucho más en una sola etapa sin dañar el material. Por ejemplo, se requieren solo dos pasos de conformado convencionales en lugar de tres. La fricción reducida también significa menos entrada de calor, lo que permite mayores frecuencias de elevación, prolonga los tiempos de vida de las herramientas y evita la carbonización de los lubricantes utilizados.
Transferencia a la práctica, beneficios para la electromovilidad, solicitud de patente
Para una rápida transferencia a la práctica empresarial, el Fraunhofer IWU está avanzando aún más en sus actividades. Actualmente, el enfoque está en el conformado por ultrasonido de carcasas de celdas que se requieren en los sistemas de almacenamiento de alta tensión de vehículos eléctricos de batería. El objetivo son formatos de celda más grandes que aprovechen mejor el espacio y, gracias a una mayor densidad de energía, proporcionen mayores autonomías. La solicitud de patente de VibroDraw (EPA WO2025/012830 A1) ya se ha realizado.
Ejemplo exitoso: VibroCut
El modelo para la transferencia de la excitación de vibraciones a los procesos de conformado es una escisión del Fraunhofer IWU: VibroCut se basa en vibraciones en procesos de mecanizado para reducir las fuerzas de corte y el desgaste de herramientas.
Contacto:


