
Виробництво дверей для пасажирських літаків переважно виконується вручну. Особливо витратним за часом є монтаж дверних конструкцій з їхніми гвинтовими та заклепковими з'єднаннями. Потрібно багато проміжних етапів, щоб уникнути прямого контакту різних матеріалів, що призводить до корозії. Якщо замість алюмінію, титану та дюропластів переважно використовуються термопластичні композитні матеріали з вуглецевого волокна (CFK), які можуть бути автоматизовано зварені без розділових шарів, процес значно прискорюється – час виробництва дверної конструкції зменшується з 110 до лише 4 годин. Це показує дослідницький проект Fraunhofer IWU, Fraunhofer LBF, Trelleborg та Airbus Helicopters.

Ключ до скорочення часу монтажу також полягає в модульній конструкції для різних варіантів літакових дверей. Проектна команда спеціально шукала компоненти в різних моделях дверей, які можна уніфікувати. Вдалось знайти, наприклад, у поперечній балці. Дослідники розробили повністю автоматизовану монтажну лінію для найпоширеніших моделей та створили пристрої та затискні елементи, які підходять для зварювальних технологій, таких як зварювання опором та ультразвукове зварювання.
Від мануфактури до чітко регламентованого промислового виробничого процесу
K155_250502
Доктор Рейк Фрітцше, керівник проекту в Fraunhofer IWU: «Разом з колегами з Airbus ми уважно розглянули всі дверні конструкції, щоб адаптувати геометрії для автоматичного затискання та з'єднання. В результаті ми змогли реорганізувати окремі етапи монтажу та повністю автоматизувати їх. Таким чином, тепер потрібно лише невелику частину від попереднього часу проходження. Лише для встановлення механізму замикання ще потрібна ручна праця.»
Тепер заплановано дві в основному ідентичні монтажні або з'єднувальні лінії, щоб у разі виходу з ладу однієї лінії була доступна резервна потужність (редундантність). По 10 дверей можуть бути об'єднані в одну партію (Batch) в результаті різних заходів з уніфікації, перш ніж в кінці зміни лінія буде повністю автоматизовано переобладнана для наступної модельної серії. Щодо потужності в 4000 дверей на рік, нова концепція матеріалів та виробництва забезпечує значний ефект масштабу.
Чи варто інвестувати в нові виробничі установки також «в підсумку»?
Максі Гробіс з команди IWU з планування фабрик, симуляції та оцінки змоделював всі технічні та економічні аспекти нової монтажної лінії – які зазвичай взаємопов'язані. До найважливіших технічних критеріїв оцінки належать складність продукту та виробничого процесу, можливості та ризики автоматизації з точки зору гнучкості та адаптивності, а також загальна доступність обладнання в ланцюзі різних одиничних автоматизацій.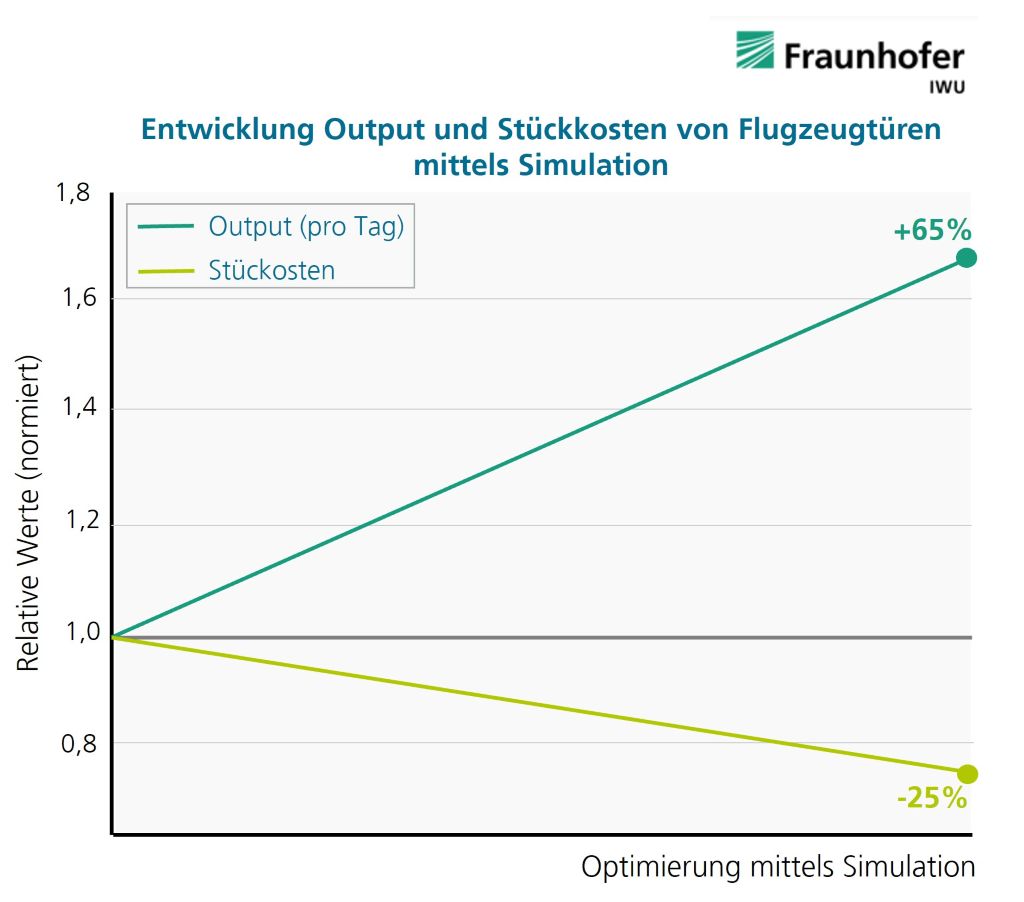
Автоматизація заради автоматизації не була варіантом. Гробіс підкреслює: «Щоб рішення вийшло цілісним, ми розглянули весь процес виробництва та монтажу дверей і перевели його в динамічний облік витрат. Те, що технічно працює, має бути також економічно обґрунтованим з точки зору витрат на придбання, годинних ставок машин, витрат на обслуговування, енергетичних витрат, капіталовкладень та амортизації. Лише показати потенціал заощаджень на витратах на працю або за рахунок коротших термінів проходження було б занадто поверхнево.» Результат однозначний.
З урахуванням усіх технічних, логістичних та економічних критеріїв нова розроблена автоматизаційна рішення має бути реалізована. Особливо пишається Гробіс тим, що з її інтегрованим підходом до симуляції їй вдалося також скоротити час планування приблизно на чверть: хто враховує економіку з самого початку, заощаджує собі непотрібні зміни на етапі планування.
Контакт:


