
Proizvodnja vrat za potniška letala je večinoma ročno delo. Še posebej zamudna je montaža vratnih struktur z njihovimi vijaki in zakovicami. Potrebnih je veliko vmesnih korakov, da se izognemo neposrednemu stiku različnih materialov, kar vodi v korozijo. Če namesto aluminija, titana in duroplastov uporabljamo predvsem termoplastične kompozitne materiale (CFK), ki se lahko avtomatizirano varijo brez ločilnih plasti, je postopek bistveno hitrejši - čas proizvodnje vratne strukture se zmanjša s 110 na le 4 ure. To prikazuje raziskovalni projekt Fraunhofer IWU, Fraunhofer LBF, Trelleborg in Airbus Helicopters.

Ključ do krajših časov montaže je tudi modularna zasnova za različne variante letalskih vrat. Projektna ekipa je ciljano iskala komponente v različnih modelih vrat, ki jih je mogoče poenotiti. Uspelo jim je na primer pri prečnem nosilcu. Raziskovalci so zasnovali popolnoma avtomatizirano montažno linijo za najpogostejše modele ter razvili naprave in napenjalne elemente, ki so primerni za tehnologije spajanja, kot sta odporni in ultrazvočni var.
Od manufakture do natančno usklajenega industrijskega proizvodnega procesa
K155_250502
Dr. Rayk Fritzsche, vodja projekta na Fraunhofer IWU: »Skupaj s kolegi iz Airbusa smo natančno pregledali vse vratne strukture, da bi prilagodili geometrije za avtomatsko napenjanje in spajanje. Kot rezultat smo lahko ponovno organizirali posamezne montažne korake in jih popolnoma avtomatizirali. Tako je potrebnega le še majhen delež dosedanjega časa obdelave.« Le za vgradnjo zaklepne mehanike je še vedno potrebna ročna dela.
Sedaj so predvidene dve skoraj identični montažni oziroma spajalni liniji, da bo v primeru izpada ene linije na voljo nadomestna kapaciteta (redundanca). Po 10 vrat lahko kot rezultat različnih poenotitvenih ukrepov združimo v serijo (batch), preden se na koncu izmene linija popolnoma avtomatizira za naslednjo modelno serijo. Glede na kapaciteto 4.000 vrat na leto se z novim materialnim in proizvodnim konceptom doseže znaten učinek obsega.
Ali se investicija v nove proizvodne naprave splača tudi »na koncu«?
Maxi Grobis iz ekipe IWU za načrtovanje tovarn, simulacijo in oceno je simuliral vse tehnične in poslovne vidike nove montažne linije - ki se večinoma medsebojno pogojujejo. Med najpomembnejšimi tehničnimi merili za oceno so kompleksnost izdelka in proizvodnega procesa, možnosti in tveganja avtomatizacije tudi z vidika fleksibilnosti in prilagodljivosti ter skupna razpoložljivost naprav v verigi različnih posameznih avtomatizacij.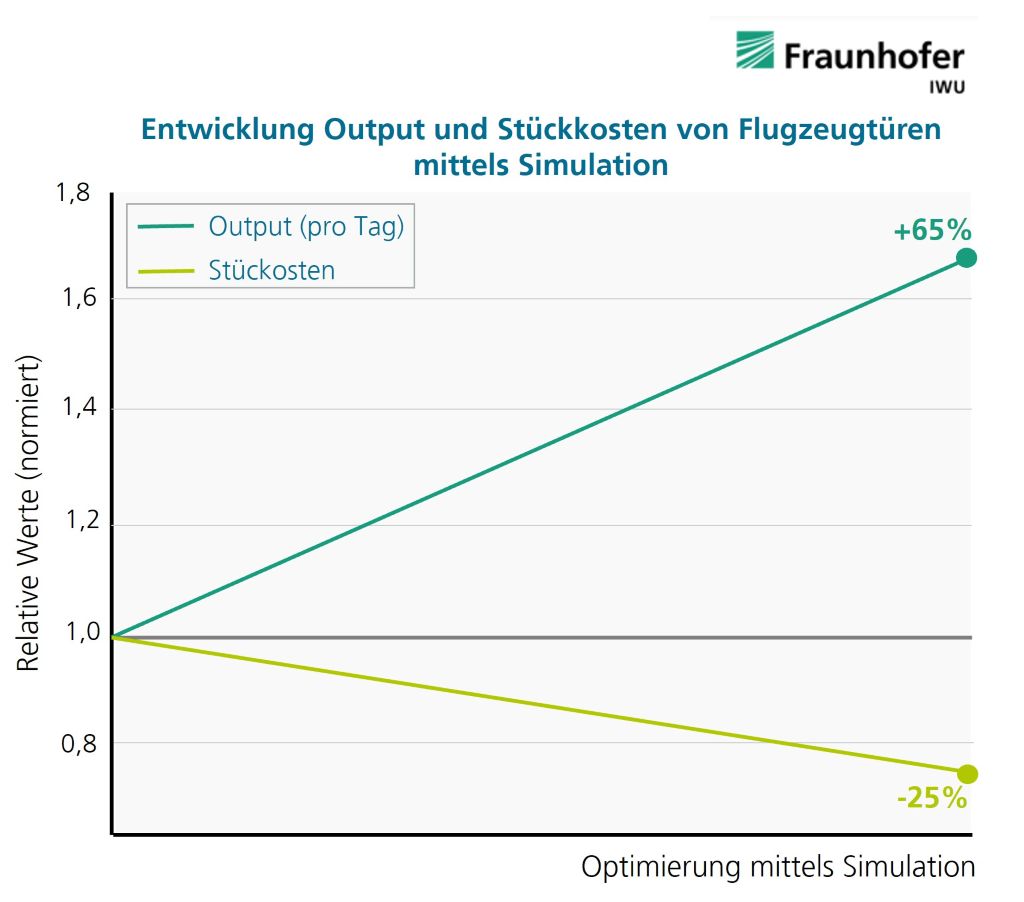
Avtomatizacija zgolj zaradi avtomatizacije ni bila možnost. Grobis poudarja: »Da bi rešitev lahko izšla iz enega kosa, smo obravnavali celoten proces proizvodnje in montaže vrat ter ga prenesli v dinamično stroškovno analizo. Kar deluje tehnično, mora biti na koncu tudi smiselno glede na stroške pridobitve, stroške delovnih ur, stroške vzdrževanja, stroške energije, vezanega kapitala in amortizacije. Pokaže se, da bi bilo prekratko, če bi le pokazali potencial pri prihrankih stroškov dela ali zaradi krajših časov obdelave.« Rezultat je jasen.
Ob upoštevanju vseh tehničnih, logističnih in poslovnih meril bi morala biti nova razvita rešitev za avtomatizacijo izvedena. Grobis je še posebej ponosen, da je s svojim integriranim simulacijskim pristopom lahko tudi čas načrtovanja zmanjšal za približno četrtino: Kdor že od začetka upošteva ekonomijo, si pri načrtovanju prihrani nepotrebne spremembe.
Kontakt:


