
Produkcja drzwi do samolotów pasażerskich opiera się głównie na pracy ręcznej. Szczególnie czasochłonna jest montaż struktur drzwiowych z ich połączeniami śrubowymi i nitowymi. Wymaganych jest wiele etapów, aby uniknąć bezpośredniego kontaktu różnych materiałów, co prowadzi do korozji. Gdy zamiast aluminium, tytanu i duroplastów stosowane są głównie termoplastyczne kompozyty węglowe (CFK), które można automatycznie spawać bez warstw separacyjnych, proces znacznie przyspiesza – czas produkcji struktury drzwiowej skraca się z 110 do zaledwie 4 godzin. Pokazuje to projekt badawczy Fraunhofer IWU, Fraunhofer LBF, Trelleborg i Airbus Helicopters.

Kluczem do krótszych czasów montażu jest również modułowa konstrukcja dla różnych wariantów drzwi samolotowych. Zespół projektowy celowo poszukiwał komponentów w różnych modelach drzwi, które można ujednolicić. Udało się to na przykład w przypadku belki poprzecznej. Naukowcy zaprojektowali w pełni automatyczną linię montażową dla najpopularniejszych modeli oraz opracowali urządzenia i elementy zaciskowe, które nadają się do technologii łączenia takich jak spawanie oporowe i spawanie ultradźwiękowe.
Od manufaktury do ściśle zaplanowanego, przemysłowego procesu produkcyjnego
K155_250502
Dr. Rayk Fritzsche, kierownik projektu w Fraunhofer IWU: »Wraz z kolegami z Airbusa dokładnie przyjrzeliśmy się wszystkim strukturom drzwi, aby dostosować geometrie do automatycznego zaciskania i łączenia. W rezultacie mogliśmy na nowo zorganizować poszczególne kroki montażu i w pełni je zautomatyzować. Dzięki temu potrzebny jest tylko ułamek dotychczasowego czasu realizacji.« Jedynie montaż mechanizmu blokującego nadal wymaga pracy ręcznej.
Obecnie przewidziano dwie w dużej mierze identyczne linie montażowe lub łączeniowe, aby w przypadku awarii jednej linii dostępna była linia zapasowa (redundancja). Każde 10 drzwi może być zebrane w partię (batch) jako wynik różnych działań ujednolicających, zanim na koniec zmiany linia zostanie w pełni automatycznie przystosowana do następnej serii modeli. W odniesieniu do zdolności produkcyjnej wynoszącej 4000 drzwi rocznie, nowe koncepcje materiałowe i produkcyjne przynoszą znaczący efekt skali.
Czy inwestycja w nowe urządzenia produkcyjne ma sens również „na koniec dnia”?
Maxi Grobis z zespołu IWU ds. planowania fabryk, symulacji i oceny symulował wszystkie techniczne i ekonomiczne aspekty nowej linii montażowej – które zazwyczaj wzajemnie na siebie wpływają. Do najważniejszych kryteriów oceny technicznej należą złożoność produktu i procesu produkcyjnego, szanse i ryzyka automatyzacji z punktu widzenia elastyczności i zdolności do zmian, a także ogólna dostępność systemu w łańcuchu różnych automatyzacji jednostkowych.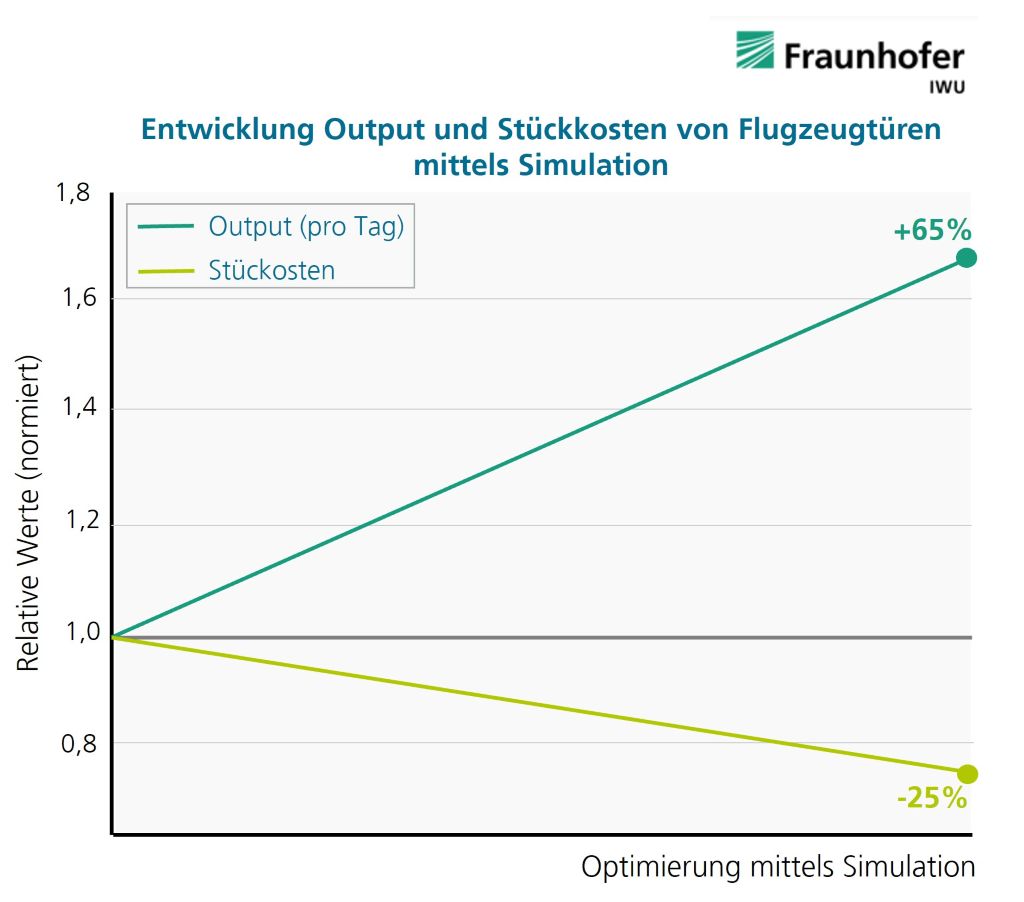
Automatyzacja dla samej automatyzacji nie była opcją. Grobis podkreśla: »Aby rozwiązanie mogło być spójne, przyjrzeliśmy się całemu procesowi produkcji i montażu drzwi i przenieśliśmy go do dynamicznego rachunku kosztów. To, co działa technicznie, powinno być również zgodne pod względem kosztów zakupu, stawek godzinowych maszyn, kosztów utrzymania, kosztów energii, zamrożenia kapitału i amortyzacji. Samo wskazanie potencjału oszczędności w kosztach pracy lub dzięki krótszym czasom realizacji byłoby niewystarczające.« Wynik jest jednoznaczny.
Biorąc pod uwagę wszystkie techniczne, logistyczne i ekonomiczne kryteria, nowo opracowane rozwiązanie automatyzacyjne powinno zostać wdrożone. Grobis jest szczególnie dumny, że dzięki swojemu zintegrowanemu podejściu symulacyjnemu udało się również skrócić czasy planowania o około jedną czwartą: Kto myśli o ekonomii od samego początku, oszczędza sobie zbędnych pętli zmian już na etapie planowania.
Kontakt:


