
La fabrication de portes pour avions de passagers est principalement manuelle. L'assemblage des structures de porte avec leurs connexions par vis et rivets est particulièrement chronophage. De nombreuses étapes intermédiaires sont nécessaires pour éviter le contact direct entre différents matériaux, ce qui entraîne de la corrosion. Lorsque, au lieu de l'aluminium, du titane et des plastiques durs, des matériaux composites en fibres de carbone thermoplastiques (CFRP) sont principalement utilisés, qui peuvent être soudés ensemble de manière automatisée sans couches de séparation, cela va beaucoup plus vite - le temps de fabrication pour la structure de la porte passe de 110 à seulement 4 heures. Cela est démontré par un projet de recherche de Fraunhofer IWU, Fraunhofer LBF, Trelleborg et Airbus Helicopters.

Une clé pour des temps d'assemblage plus courts réside également dans la construction modulaire pour différentes variantes de portes d'avion. L'équipe de projet a spécifiquement recherché des composants dans différents modèles de portes qui peuvent être standardisés. Ils ont trouvé, par exemple, la poutre transversale. Les chercheurs ont conçu une ligne de montage entièrement automatique pour les modèles les plus courants et ont développé des dispositifs ainsi que des éléments de serrage adaptés aux technologies de soudage par résistance et de soudage par ultrasons.
De la manufacture au processus de fabrication industrielle minuté
K155_250502
Dr. Rayk Fritzsche, chef de projet au Fraunhofer IWU : « Avec mes collègues d'Airbus, nous avons examiné toutes les structures de porte pour adapter les géométries à un serrage et un collage automatiques. En conséquence, nous avons pu réorganiser et automatiser en continu les différentes étapes de montage. Ainsi, seule une fraction du temps de passage précédent est nécessaire. » Seule l'installation du mécanisme de verrouillage nécessite encore un travail manuel.
Deux lignes de montage ou de collage largement identiques sont désormais prévues, afin qu'en cas de panne d'une ligne, une capacité de remplacement soit disponible (redondance). 10 portes peuvent être regroupées en un lot en raison de différentes mesures de standardisation, avant que, à la fin du shift, la ligne ne soit entièrement automatisée pour la prochaine série de modèles. En ce qui concerne la capacité de 4 000 portes par an, un effet d'échelle considérable résulte du nouveau concept de matériaux et de production.
L'investissement dans de nouveaux équipements de production en vaut-il la peine ?
Maxi Grobis de l'équipe IWU Planification d'usine, Simulation et Évaluation a simulé tous les aspects techniques et économiques de la nouvelle ligne de montage - qui s'influencent souvent mutuellement. Les critères d'évaluation technique les plus importants incluent la complexité du produit et du processus de production, les opportunités et les risques d'automatisation, également du point de vue de la flexibilité et de l'adaptabilité, ou la disponibilité globale des installations dans une chaîne de différentes automatisations individuelles.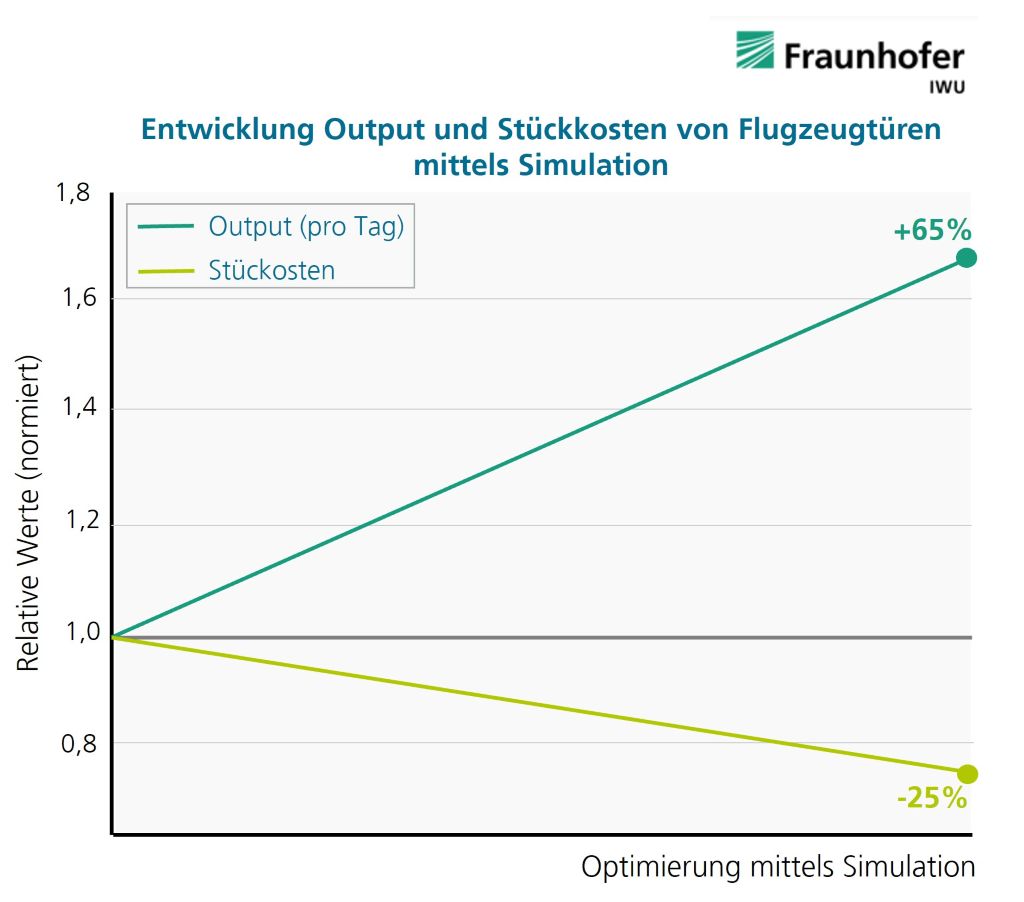
Une automatisation pour le plaisir de l'automatisation n'était pas une option. Grobis souligne : « Pour qu'une solution puisse sortir d'un seul tenant, nous avons examiné l'ensemble du processus de production et d'assemblage de la porte et l'avons transféré dans une comptabilité des coûts dynamique. Ce qui fonctionne techniquement doit finalement être cohérent en termes de coûts d'acquisition, de taux d'heures machine, de coûts de maintenance, de coûts énergétiques, d'immobilisation de capital et d'amortissement. Montrer uniquement le potentiel d'économies sur les coûts de main-d'œuvre ou grâce à des temps de passage plus courts serait trop simpliste. » Le résultat est clair.
En tenant compte de tous les critères techniques, logistiques et économiques, la nouvelle solution d'automatisation développée devrait être mise en œuvre. Grobis est particulièrement fier d'avoir pu également réduire les temps de planification d'environ un quart grâce à son approche de simulation intégrée : Qui prend en compte l'économie dès le départ évite déjà des boucles de modification inutiles lors de la planification.
Contact :


