

Lo spazio richiesto da una pressa è grande, i costi operativi e di acquisto per l'impianto e gli utensili sono enormi. Non c'è davvero modo di evitare una pressa nella deformazione di componenti di precisione? Martin Wagner, specialista in macchine per deformazione, vuole dimostrare il contrario nel progetto smartROLL. Con i partner di progetto condivide la convinzione che componenti di precisione complessi come le piastre di scambio di calore per i data center, le piastre di raffreddamento per l'elettronica o gli elementi di connessione nell'industria automobilistica possano essere deformati in futuro con la laminazione a cavità a un costo inferiore fino al 70% - senza compromettere la qualità.
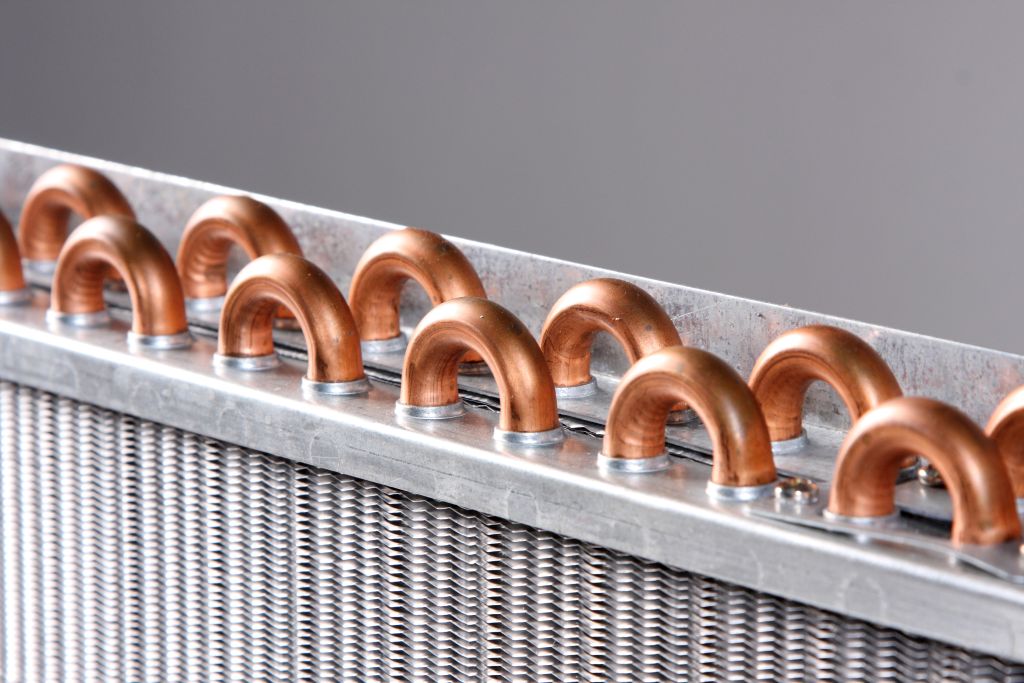
L'idea è semplice quanto convincente: se per la deformazione viene utilizzato il contatto lineare di un rullo anziché la superficie di contatto ampia di uno strumento di pressatura, sono necessarie forze di deformazione significativamente inferiori. Gli utensili di laminazione costano tra il 40 e il 50% di uno strumento di deformazione e trovano spazio in un impianto molto più compatto (e conveniente). Argomenti imbattibili - a condizione che il risultato della deformazione soddisfi i requisiti qualitativi.
smartROLL punta a una laminazione a cavità di altissimo livello
L'obiettivo del progetto smartROLL è inizialmente lo sviluppo di un sistema per il monitoraggio degli impianti e dei processi, che consenta la registrazione, l'analisi e la valutazione in tempo reale di tutte le grandezze rilevanti per lo stato e il processo durante la laminazione di componenti di precisione.
In questo modo, le informazioni sulla qualità e sul processo saranno disponibili in futuro già durante la produzione, come base per un controllo del processo adattivo che migliora in modo sostenibile la qualità del prodotto, l'efficienza complessiva dell'impianto e la sicurezza operativa. In questo contesto, le aree meccanica, processo e controllo vengono considerate insieme e il comportamento complessivo del sistema viene completamente registrato. Questo approccio integrato consente un'analisi e una valutazione olistica di tutti i fattori che influenzano la qualità del componente.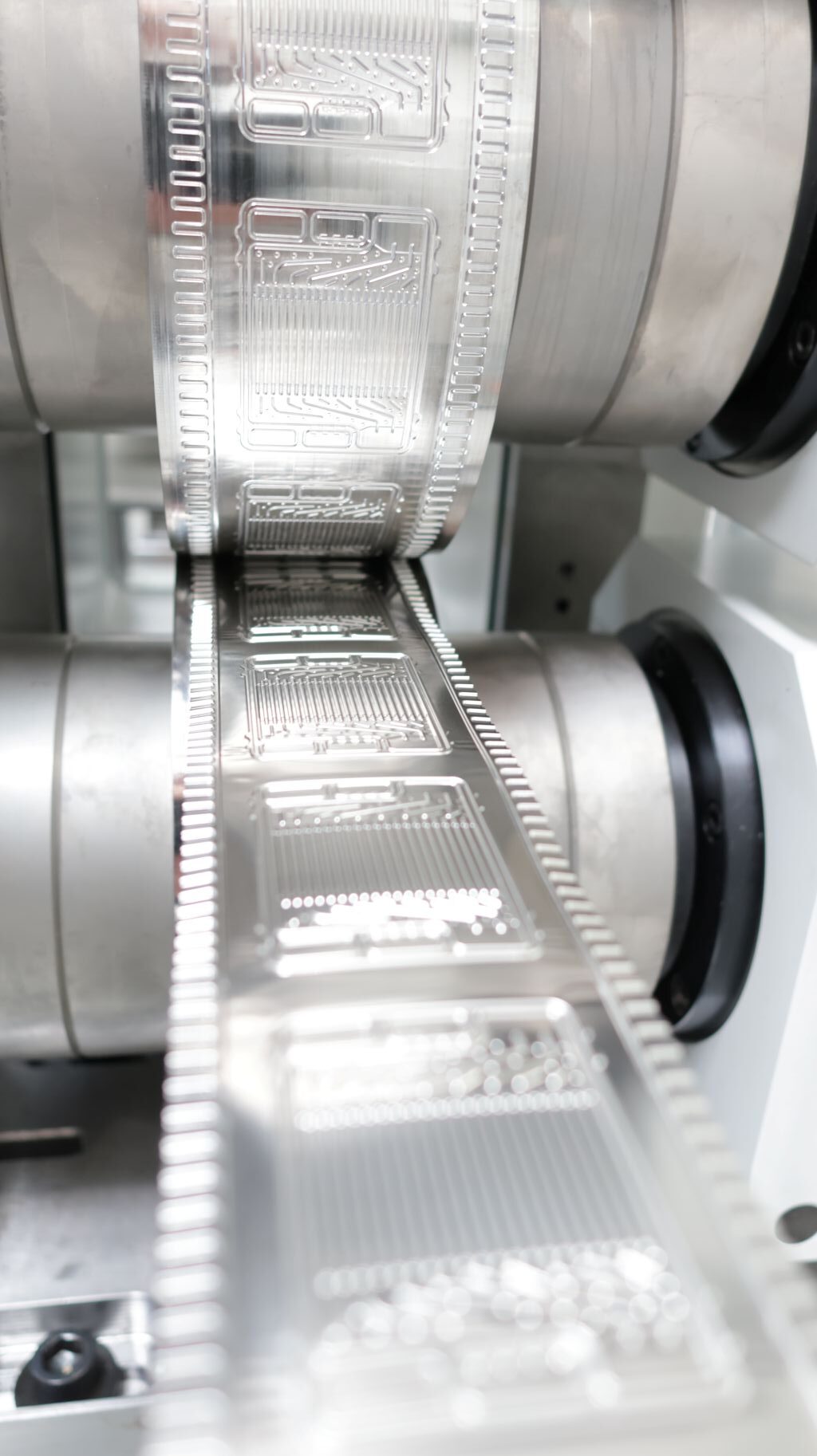
La base del monitoraggio in linea è una valutazione correlata di diverse fonti di dati: sensori retrofittati nella macchina (ad es. sensori di deformazione nei cuscinetti dei rulli), sensori negli utensili di laminazione (ad es. sensori di angolo di rotazione, accelerazione o forza) e sensori di stato come la registrazione di momenti o angoli di rotazione. È fondamentale l'uso di metodi di fusione dei dati appropriati per combinare sistematicamente questi dati eterogenei e valutarli in modo integrato. Solo attraverso la corretta integrazione di tutti i dati dei sensori è possibile ottenere una visione completa e basata sui dati dello stato e delle capacità della macchina e del processo. Per poter attribuire chiaramente le anomalie nei dati dei sensori a un evento come una variazione della qualità, nel progetto i meccanismi di azione della laminazione a cavità e della tecnologia delle macchine e degli utensili utilizzati vengono trasferiti in modelli matematici.
Questi modelli vengono integrati in un sistema diagnostico basato su metodi di apprendimento automatico (ad es. Support Vector Machines).
La logica di valutazione e i modelli vengono integrati nella controlla della macchina dell'impianto di prova insieme a un'architettura di sistema ottimizzata e vengono eseguiti in tempo reale. Ciò genera da un lato un gemello virtuale che fornisce informazioni a diversi livelli di dettaglio. Dall'altro, viene reso possibile un sistema di controllo adattivo che, sulla base delle variazioni riconosciute nei parametri di processo, macchina e qualità, adatta le grandezze di controllo del processo e implementa queste modifiche in un ciclo di controllo chiuso.
La prova del nove: piastre bipolari per elettrolizzatori e celle a combustibile
L'efficienza degli elettrolizzatori e delle celle a combustibile dipende in gran parte dalla qualità di produzione delle piastre bipolari, considerate elementi chiave di entrambi i sistemi a idrogeno. Nella fabbrica di riferimento H2, il Fraunhofer IWU e i suoi partner hanno già qualificato la laminazione a cavità delle piastre bipolari per la produzione in serie. Nell'attuale progetto, l'obiettivo è aumentare ulteriormente la qualità del processo e quindi del prodotto - creando così una base per l'applicazione di questo processo a numerosi altri componenti e prodotti.
Il progetto smartROLL è cofinanziato con fondi pubblici sulla base del bilancio approvato dal Parlamento della Sassonia. I partner di progetto del Fraunhofer IWU sono: Profiroll Technologies GmbH, AUTEZ GmbH, TIQ Solutions GmbH.
Contatto:


