

Potreba za prostorom kod preše je velika, a troškovi rada i nabave opreme i alata su enormni. Da li za oblikovanje preciznih dijelova zaista ne postoji alternativa preši? Martin Wagner, stručnjak za strojeve za oblikovanje, želi u projektu smartROLL dokazati suprotno. S partnerima u projektu dijeli uvjerenje da se kompleksni precizni dijelovi poput izmjenjivača topline za računalne centre, hladnjaka za elektroniku ili konektora u automobilskoj industriji ubuduće mogu oblikovati do 70 posto jeftinije pomoću postupka šupljeg valjanja - bez gubitka kvalitete.
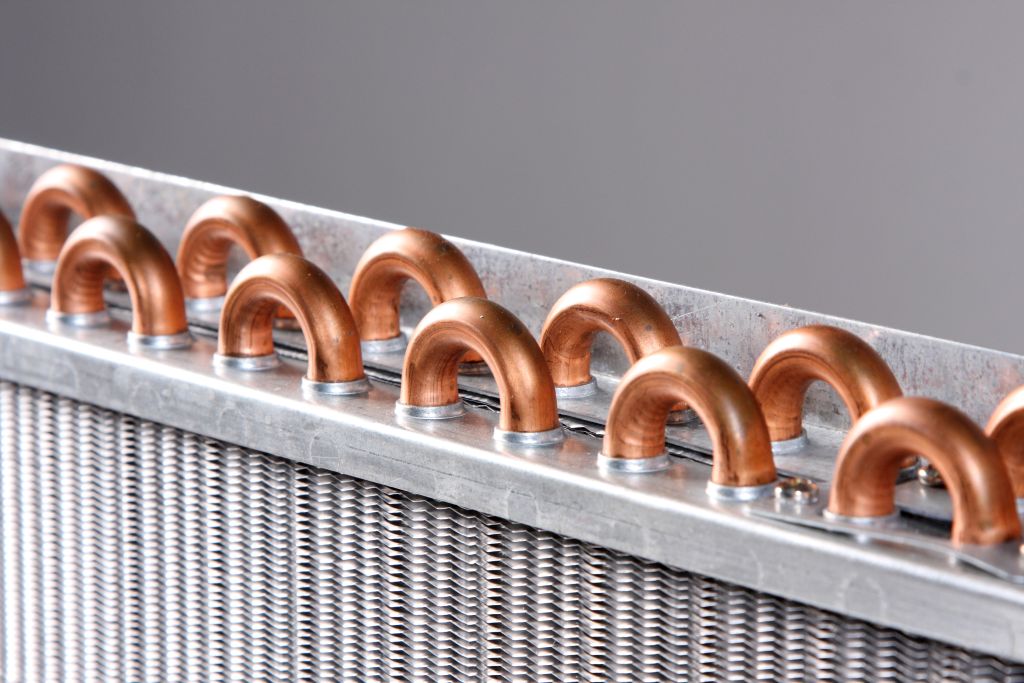
Ideja je jednostavna i privlačna: Kada se za oblikovanje koristi kontakt linije valjka umjesto velike kontaktne površine alata za prešanje, potrebne su znatno manje sile oblikovanja. Alati za valjanje koštaju između 40 i 50 posto alata za oblikovanje i mogu se smjestiti u znatno kompaktniji (i jeftiniji) sustav. Nepobjedivi argumenti - pod uvjetom da rezultat oblikovanja zadovoljava kvalitativne zahtjeve.
smartROLL teži šupljem valjanju na najvišoj razini
Cilj projekta smartROLL je najprije razvoj sustava za nadzor opreme i procesa, koji omogućava blisku i inline sposobnu registraciju, analizu i procjenu svih stanja i procesnih relevantnih veličina tijekom valjanja preciznih dijelova.
Na taj način informacije o kvaliteti i procesu bit će dostupne već tijekom proizvodnje, kao osnova za adaptivnu regulaciju procesa koja trajno poboljšava kvalitetu proizvoda, ukupnu učinkovitost sustava i sigurnost rada. Pri tome se područja mehanike, procesa i regulacije zajednički razmatraju i cjelokupno ponašanje sustava potpuno se bilježi. Ovaj integrirani pristup omogućava sveobuhvatnu analizu i procjenu svih utjecajnih faktora na kvalitetu dijelova.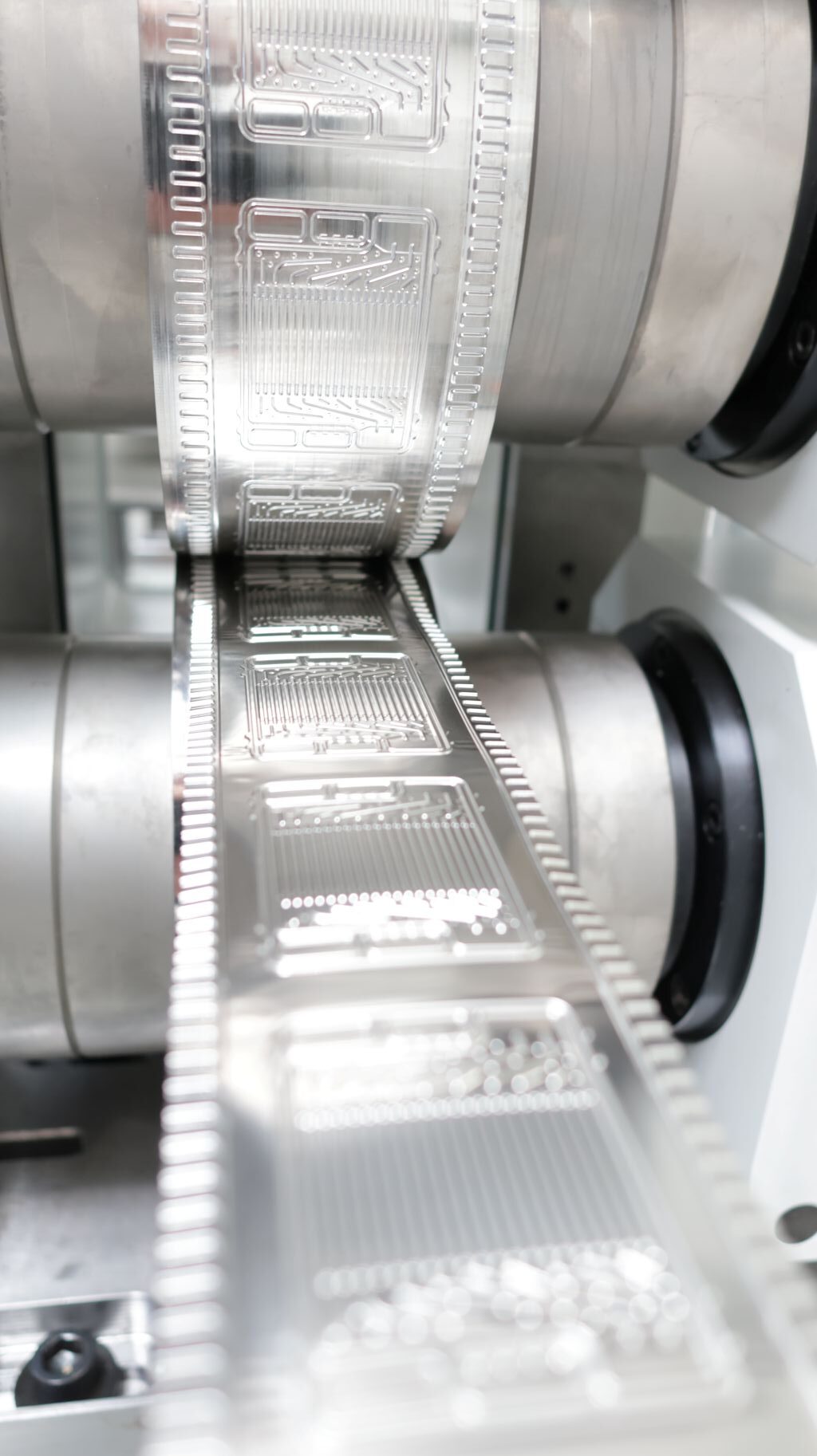
Osnova inline nadzora je korelirana analiza različitih izvora podataka: naknadno ugrađeni senzori u stroju (npr. senzori naprezanja na ležajevima valjaka), senzori u alatima za valjanje (npr. senzori kutne rotacije, ubrzanja ili sile) te senzori stanja poput mjerenja momenta ili kutne rotacije. Ključna je primjena odgovarajućih metoda fuzije podataka kako bi se ti heterogeni podaci sustavno kombinirali i integrirano analizirali. Tek pravilnim povezivanjem svih podataka senzora moguće je dobiti sveobuhvatan, podacima potkrijepljen uvid u stanje i performanse stroja i procesa. Kako bi se anomalije u podacima senzora jasno povezale s događajem poput oscilacije kvalitete, u projektu se mehanizmi djelovanja šupljeg valjanja i korištene tehnologije strojeva i alata prenose u matematičke modele.
Ovi modeli ulaze u dijagnostički sustav koji se temelji na metodama strojnog učenja (npr. Support Vector Machines).
Logika analize i modeli integriraju se zajedno s optimiziranom arhitekturom sustava u upravljanje strojem eksperimentalnog postrojenja i izvršavaju se u stvarnom vremenu. Na taj način nastaje virtualni blizanac koji pruža informacije na različitim razinama detalja. S druge strane, omogućava se adaptivni regulacijski sustav koji na temelju prepoznatih oscilacija u procesnim, strojnim i kvalitetnim parametrima prilagođava procesne veličine i provodi te prilagodbe u zatvorenoj regulacijskoj petlji.
Probna situacija: Bipolarne ploče za elektrolizere i gorivne ćelije
Učinkovitost elektrolizera i gorivih ćelija u velikoj mjeri ovisi o kvaliteti izrade bipolarnih ploča, koje se smatraju ključnim elementima oba sustava vodika. U referentnoj tvornici H2, Fraunhofer IWU i njegovi partneri već su kvalificirali šuplje valjanje bipolarnih ploča za serijsku proizvodnju. U trenutnom projektu cilj je dodatno povećati kvalitetu procesa i time stvoriti osnovu za primjenu ovog postupka za brojne druge dijelove i proizvode.
Projekt smartROLL sufinancira se iz poreznih sredstava na temelju proračuna koji je odobrio Saksonski parlament. Projektni partneri Fraunhofer IWU su: Profiroll Technologies GmbH, AUTEZ GmbH, TIQ Solutions GmbH.
Kontakt:


