

L'espace requis pour une presse est important, les coûts d'exploitation et d'acquisition pour l'installation et les outils sont énormes. N'y a-t-il vraiment pas d'autre moyen que de passer par une presse pour le formage de pièces de précision ? Martin Wagner, spécialiste des machines de formage, souhaite prouver le contraire dans le projet smartROLL. Avec ses partenaires de projet, il partage la conviction que des pièces de précision complexes telles que des plaques d'échange thermique pour des centres de données, des plaques de refroidissement pour l'électronique ou des éléments de connecteurs dans l'industrie automobile peuvent être formées à l'avenir par laminage creux à des coûts inférieurs de jusqu'à 70 % - sans perte de qualité.
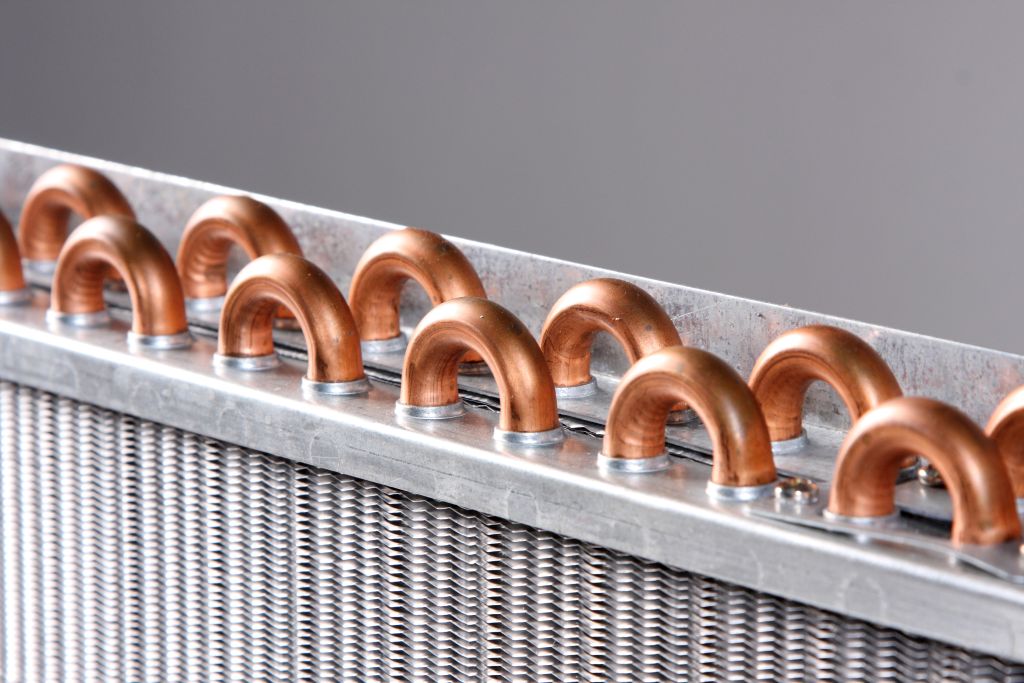
L'idée est aussi simple que séduisante : si, pour le formage, le contact linéaire d'un rouleau est utilisé au lieu de la surface de contact large d'un outil de presse, des forces de formage beaucoup plus faibles suffisent. Les outils de laminage coûtent entre 40 et 50 % d'un outil de formage et trouvent place dans une installation beaucoup plus compacte (et moins chère). Des arguments imparables - tant que le résultat du formage répond aux exigences qualitatives.
smartROLL vise un laminage creux de haut niveau
L'objectif du projet smartROLL est d'abord le développement d'un système de surveillance des installations et des processus, qui permet une collecte, une évaluation et une appréciation en ligne et proche du point de travail de toutes les grandeurs pertinentes pour l'état et le processus lors du laminage de pièces de précision.
De cette manière, les informations sur la qualité et le processus seront à l'avenir disponibles déjà pendant la fabrication, servant de base à un contrôle de processus adaptatif qui améliore durablement la qualité du produit, l'efficacité globale de l'installation et la sécurité d'exploitation. Les domaines de la mécanique, du processus et du contrôle sont considérés ensemble et le comportement global du système est entièrement capturé. Cette approche intégrée permet une analyse et une évaluation holistiques de tous les facteurs d'influence sur la qualité des pièces.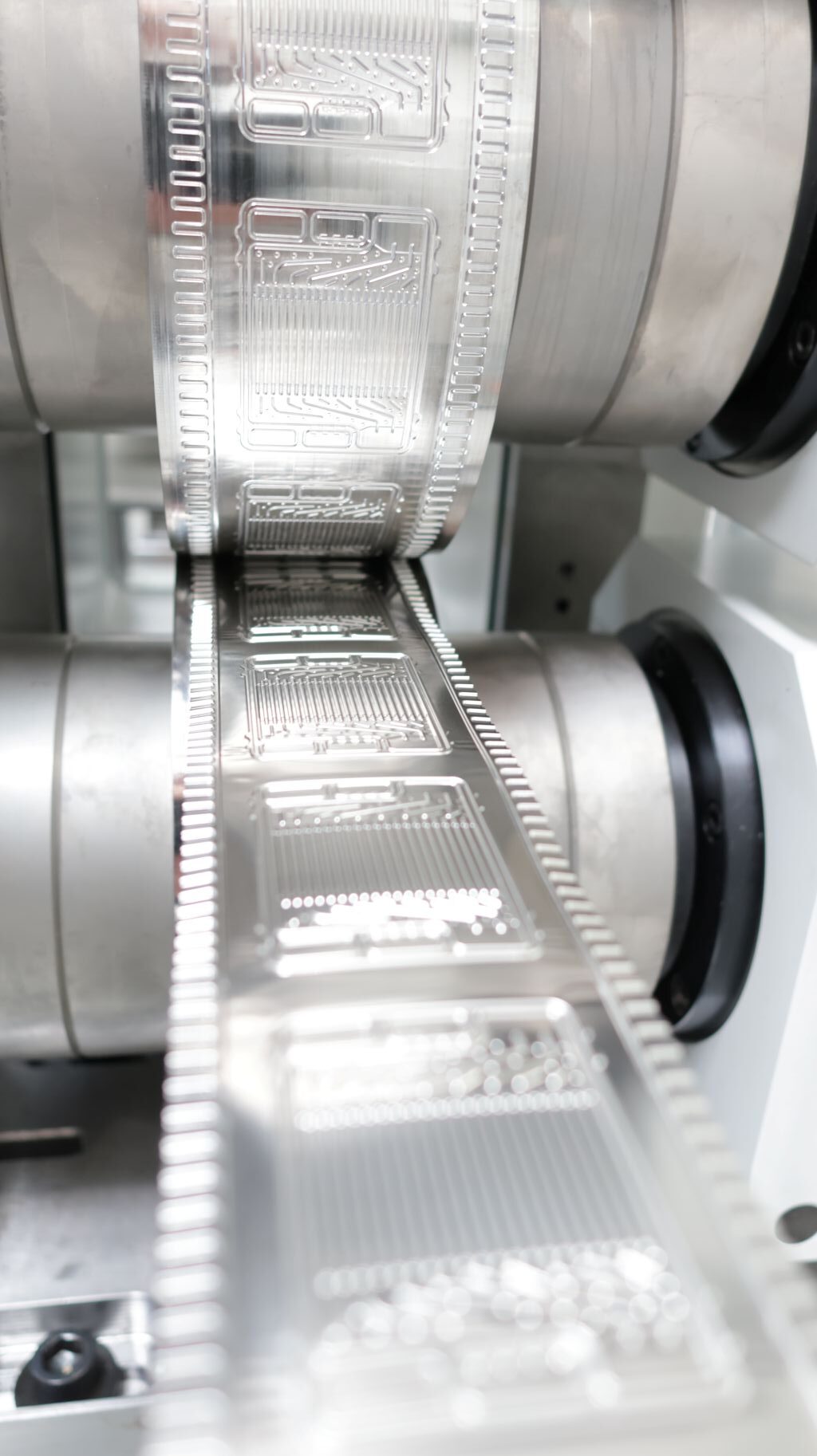
La base de la surveillance en ligne repose sur une évaluation corrélée de différentes sources de données : capteurs retrofittés dans la machine (par exemple, des capteurs de déformation sur les roulements de rouleaux), capteurs dans les outils de laminage (par exemple, capteurs d'angle de rotation, d'accélération ou de force) ainsi que des capteurs de stock tels que la mesure de moment ou d'angle de rotation. L'utilisation de méthodes de fusion de données appropriées est cruciale pour combiner systématiquement ces données hétérogènes et les évaluer de manière intégrée. Ce n'est qu'en réunissant correctement toutes les données des capteurs qu'une vue d'ensemble basée sur les données de l'état et de la capacité de la machine et du processus est possible. Pour pouvoir attribuer clairement les anomalies dans les données des capteurs à un événement tel qu'une fluctuation de qualité, les mécanismes d'action du laminage creux ainsi que la technologie des machines et des outils utilisées sont transférés dans des modèles mathématiques dans le projet.
Ces modèles sont intégrés dans un système de diagnostic basé sur des méthodes d'apprentissage automatique (par exemple, des machines à vecteurs de support).
La logique d'évaluation et les modèles sont intégrés dans l'automatisation de la machine de l'installation d'essai avec une architecture système optimisée et exécutés en temps réel. Cela crée d'une part un jumeau virtuel qui fournit des informations à différents niveaux de détail. D'autre part, un système de contrôle adaptatif est rendu possible, qui ajuste les grandeurs de contrôle du processus sur la base des fluctuations détectées dans les paramètres de processus, de machine et de qualité, et met en œuvre ces ajustements dans une boucle de contrôle fermée.
La preuve par l'exemple : plaques bipolaires pour électrolyseurs et piles à hydrogène
L'efficacité des électrolyseurs et des piles à hydrogène dépend en grande partie de la qualité de fabrication des plaques bipolaires, qui sont considérées comme des éléments centraux des deux systèmes à hydrogène. Dans l'usine de référence H2, le Fraunhofer IWU et ses partenaires ont déjà qualifié le laminage creux des plaques bipolaires pour une production en grande série. Dans le projet actuel, l'objectif est d'augmenter à nouveau la qualité du processus et donc du produit - et de créer ainsi une base pour l'application de ce procédé à de nombreux autres composants et produits.
Le projet smartROLL est cofinancé par des fonds publics sur la base du budget approuvé par le parlement saxon. Les partenaires de projet du Fraunhofer IWU sont : Profiroll Technologies GmbH, AUTEZ GmbH, TIQ Solutions GmbH.
Contact :


