


Dans un projet commun, MAPAL et le fabricant de machines bavius ont développé et fabriqué un modèle de pièce pour l'industrie aéronautique. La pièce en aluminium, d'environ trois mètres de long, s'inspire d'un véritable Rear Spar de l'aviation, mais a également été enrichie d'une multitude d'autres applications exigeantes. En plus de sa complexité, le temps de traitement impressionne par sa brièveté de dix heures, basé sur la productivité de l'AeroCell bavius et des outils spéciaux pour le traitement de l'aluminium de MAPAL.
La société bavius technologie gmbh à Baienfurt s'est spécialisée dans l'usinage à grande vitesse des pièces structurelles en aluminium, comme celles typiquement nécessaires dans le domaine de l'aviation pour les ailes et le fuselage. bavius (anciennement Handtmann A-Punkt Automation) opère depuis 2017 en tant qu'entreprise familiale indépendante et se concentre sur deux lignes de produits : centres d'usinage de profil (PBZ) et centres d'usinage horizontaux (HBZ) avec la série AeroCell. Avec environ 120 employés, bavius génère plus de 80 % de son chiffre d'affaires dans l'industrie aérospatiale. En tant qu'OEM ou fournisseur, leurs clients produisent des pièces pour des applications commerciales et militaires. Des composants pour des satellites ou des fusées comme l'Ariane 6 sont également fabriqués sur leurs machines.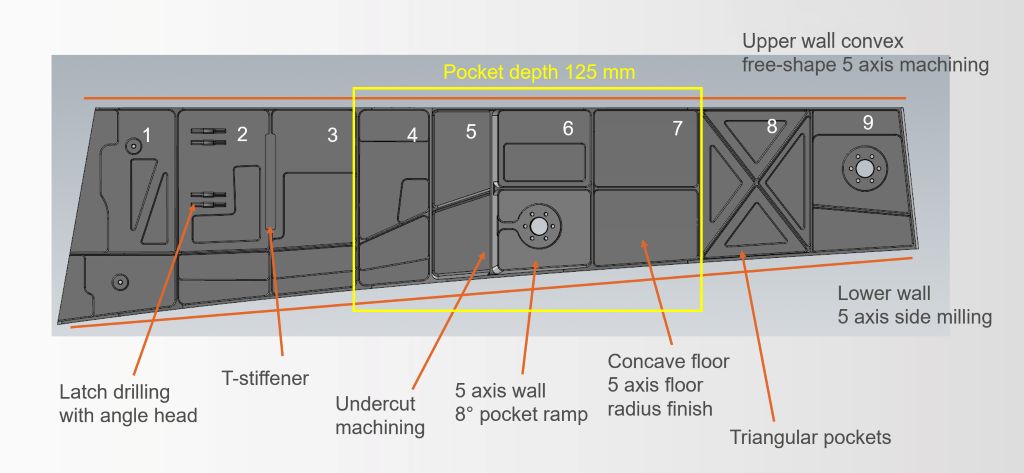
Tout fabriqué en Allemagne
La plupart des machines de bavius se trouvent en Europe, d'autres marchés forts sont l'Amérique du Nord et l'Asie. Aux États-Unis, le fabricant de machines possède sa propre filiale, mais la production pour le marché mondial se fait exclusivement à Baienfurt dans deux halls climatisés sur une surface de production d'environ 10 000 mètres carrés.
Une force particulière des centres d'usinage à cinq axes de bavius est leur dynamique exceptionnelle, qui offre une grande productivité lors des usinages à grande vitesse. Pour tirer le meilleur des machines, bavius fabrique lui-même ses têtes de fraisage. Le fleuron de la gamme de produits est la bavius AeroCell 160 I 400 avec une puissance de broche de 140 kW et un maximum de 30 000 tours par minute. Les 140 kW sont déjà atteints à 18 000 tours, la puissance maximale étant donc disponible sur une large plage de vitesses. « Quand nous faisons quelque chose, nous voulons le faire de manière excellente, et avec notre AeroCell 160 I 400, nous sommes technologiquement leaders dans le monde », assure Dominik Merz, Directeur des ventes mondiales chez bavius.


Plus de 90 % de copeaux
Le Rear Spar a été choisi comme modèle de pièce car il s'adapte très bien à la machine avec ses 1,6 mètres de hauteur de table et 4 mètres de largeur. Ce longeron arrière est une pièce structurelle typique dans les ailes. Des nervures, disposées perpendiculairement aux longerons, courent entre le Rear Spar et le Front Spar. Les pièces structurelles définissent la géométrie de l'aile, la peau extérieure étant rivetée dessus. La pièce finie en aluminium d'aviation 7075 mesure exactement 2977 x 748 mm. Typique des pièces d'avion, la forme est plate avec une hauteur de 138 mm. D'un poids de départ de plus d'une tonne, il ne reste après l'usinage que 70,61 kg - ce rapport n'est pas inhabituel dans le domaine aérospatial.
Pour des raisons légales, bavius et MAPAL n'ont pas pu utiliser une pièce réelle d'un constructeur d'avions pour le traitement. Cela a cependant donné aux responsables la liberté d'utiliser le design pour une multitude d'autres applications. Ainsi, l'objet de démonstration est bien plus complexe que tout vrai Rear Spar et contient également des applications qui ne peuvent pas nécessairement être attribuées à cette pièce, mais qui peuvent être exigées sur d'autres pièces.
« Un client qui connaît les pièces structurelles et voit notre pièce se reconnaît et trouve des caractéristiques qui sont également présentes dans ses propres pièces », justifie Dominik Merz cette approche.
Le traitement a eu lieu à Baienfurt en deux montages. Le montage 1 a été effectué en tension descendante, dans le montage 2, la technologie du vide a assuré un maintien sûr. La face avant semble à première vue plus simple qu'elle ne l'est réellement. La surface n'est pas plane, mais se courbe légèrement de manière convexe sur un rayon de 9,5 m. Cela ne permet pas de simplement fraiser la pièce à plat, mais nécessite une usinage à cinq axes. Pour l'ébauche et la finition, MAPAL a utilisé le NeoMill-Alu-QBig de 50 mm de diamètre et l'OptiMill-Alu-Wave de 25 mm de diamètre. La finition de surface a été réalisée par un fraiseur spécial PKD.
Poches de toutes formes
Le traitement de l'arrière a été particulièrement exigeant, car il est divisé en neuf sections différentes, chacune ayant des applications particulières. Comme chaque Rear Spar, le modèle de pièce présente de nombreuses poches, mais ici dans toutes les formes imaginables : rectangulaires, triangulaires, rondes, ouvertes, fermées, parfois avec un fond incliné ou courbé. Les nervures sont très fines, les parois principalement inclinées. Les poches ont une profondeur allant jusqu'à 137 mm.
Après le pré-usinage par le NeoMill-Alu-QBig, un OptiMill-Alu-Wave de différentes longueurs a été utilisé pour le nettoyage des poches. La semi-finition a été réalisée par un fraiseur d'angle modifié spécialement pour les applications aéronautiques. Grâce à sa géométrie particulière, l'outil est particulièrement adapté à l'usinage des restes de matériau dans les coins ainsi qu'à la finition des fonds et des parois. La montée de noyau spéciale assure une stabilité optimale dans le processus d'usinage. Pour traiter efficacement toutes les zones, les spécialistes de MAPAL ont utilisé le fraiseur d'angle modifié dans différents diamètres et longueurs.
Comme dans la programmation chez MAPAL, l'efficacité a été prise en compte, décrit le responsable des composants Alexander Follenweider : « Nous travaillons avec une stratégie en zigzag en marche avant et en marche arrière pour économiser des trajets. Pendant le traitement, la stratégie est donc constamment changée. » Malgré des vitesses de traitement élevées, l'aluminium ne doit pas être endommagé, car il modifie ses propriétés en cas de surchauffe.
L'OptiMill-Alu-Wave a été utilisé à 29 000 tours, avec une profondeur de coupe de 48 mm et une avance de 12 m/min au maximum. Le plus grand NeoMill-Alu-QBig a atteint une avance de plus de 25 m/min à une profondeur de coupe de 10 mm. Rien qu'au cours des 55 premières minutes du traitement du deuxième montage, 425 kg d'aluminium ont été usinés, atteignant un volume de copeaux de plus de 14 l/min au maximum.
« Ce sont d'excellents résultats que nous avons pu atteindre ici – et nous avons également produit de très bonnes surfaces », souligne Stefan Diem, technicien d'application chez bavius, en commentant les résultats.





Rien n'est standard
Les différentes poches ne sont pas les seuls défis de la pièce : les trous sur quatre pattes ne sont accessibles qu'avec une tête angulaire. À d'autres endroits, des contre-dépouilles sont nécessaires.
Un renfort en T, typique pour les pièces de structure, est également présent sur la pièce modèle et est usiné avec un outil spécial en PKD. Des opérations de perçage et de reaming sont également requises dans certaines zones. « Rien n'est normal sur notre pièce », commente Dominik Merz, soulignant qu'il n'y a pratiquement aucun angle droit. De telles constructions obliques sont cependant très typiques du secteur aéronautique.
Pour les présentations aux clients chez les partenaires impliqués et comme accroche visuelle lors des salons, cinq de ces poutres arrière ont été fabriquées à Baienfurt. L'usinage d'une pièce prend exactement 10 heures, ce qui satisfait grandement les participants au projet. « Sur d'autres machines, une telle pièce prend facilement 20 à 30 heures », estime Merz. Classiquement, les pièces de structure sont usinées sur des machines à portique vertical avec de grands outils, typiquement des têtes de fraisage de 125 mm de diamètre. L'avance et la vitesse de rotation restent faibles. Un inconvénient de cette méthode est que les copeaux restent et peuvent provoquer des rayures. De plus, cela entraîne un apport de chaleur dans la pièce. L'usinage horizontal évite cela. En combinaison avec des outils performants qui permettent des valeurs de coupe élevées, la dynamique AeroCell 160 I 400 avec son accélération extrême ouvre de tout nouvelles possibilités.
Collaboration étroite
MAPAL et bavius entretiennent depuis de nombreuses années une collaboration très étroite, dont les deux parties bénéficient. Lorsque MAPAL a développé le NeoMill-Alu-QBig et l'OptiMill-Alu-Wave, des prototypes des nouveaux outils ont déjà pu être testés et optimisés à Baienfurt. Le fabricant d'outils à Aalen ne dispose pas de machines aussi performantes. D'autre part, bavius dépend également d'outils innovants, comme l'explique Stefan Diem : « Pour notre machine premium, nous avons besoin d'outils de pointe d'un fournisseur comme MAPAL avec ses fraiseurs à volume élevé, qui poussent notre machine à ses limites. Avec des outils universels, cela ne fonctionne pas, nous n'en tirons pas d'enseignements. »
En collaboration, les partenaires ont démontré il y a deux ans ce que l'AeroCell 160 peut faire. En test avec surcharge, le fraiseur en carbure monobloc OptiMill-Alu-Wave a atteint un volume de copeaux allant jusqu'à 20 l/min lors du fraisage en pleine largeur dans de l'aluminium normal. La valeur maximale atteinte maintenant de 12 l/min sur une pièce en AL 7075 plus résistant à la traction n'est pas en reste.
« J'apprécie beaucoup la collaboration avec MAPAL, car on parle ouvertement et honnêtement, et nous obtenons toujours une solution présentée », souligne Stefan Diem. Pour Jens Ilg, développement commercial aéronautique et composites chez MAPAL, le succès commun a également un aspect personnel : « J'ai également un sentiment optimal pour nos propres produits lorsque je les ai utilisés dans les conditions réelles requises. Et je peux ensuite les proposer avec les recommandations appropriées à un client. »
Contact :


