


En un proyecto conjunto, MAPAL y el fabricante de máquinas bavius desarrollaron y fabricaron una pieza de muestra para la industria aeronáutica. La pieza de aluminio, de aproximadamente tres metros de tamaño, se basa en un verdadero 'Rear Spar' de la construcción de aviones, pero además se ha enriquecido con una variedad de otras aplicaciones complejas. Además de la complejidad, impresiona el corto tiempo de procesamiento de diez horas, basado en la productividad de la bavius AeroCell y las herramientas especiales de MAPAL para el mecanizado de aluminio.
La bavius technologie gmbh en Baienfurt se ha especializado en el mecanizado de alta velocidad de componentes estructurales de aluminio, como se requieren típicamente en el sector de la aviación para alas y fuselajes. bavius (anteriormente Handtmann A-Punkt Automation) opera desde 2017 como una empresa independiente de propiedad familiar y se centra en dos líneas de productos: centros de mecanizado de perfiles (PBZ) y centros de mecanizado horizontales (HBZ) con la serie AeroCell. Con aproximadamente 120 empleados, bavius genera más del 80 por ciento de sus ingresos en la industria aeroespacial. Como OEM o proveedor, sus clientes producen componentes para aplicaciones comerciales y militares. También se fabrican componentes para satélites o cohetes como el Ariane 6 en las máquinas.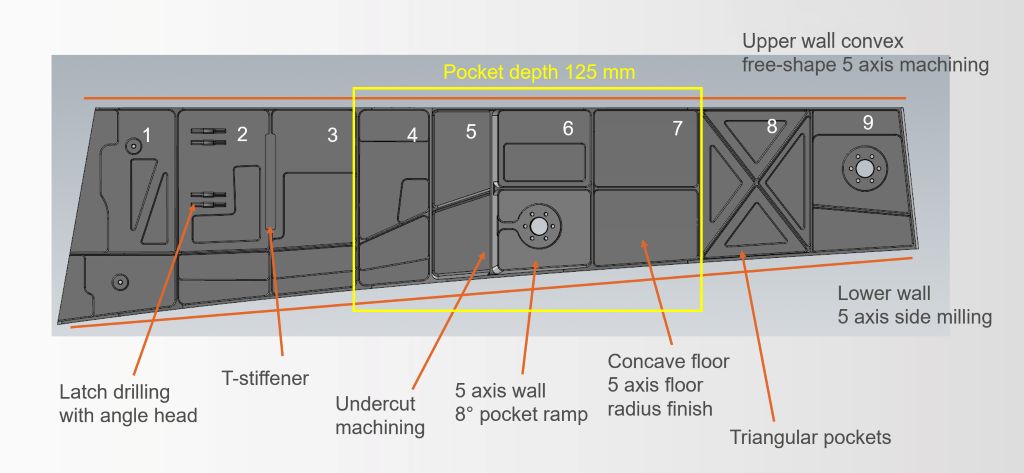
Todo hecho en Alemania
La mayoría de las máquinas de bavius se encuentran en Europa, otros mercados fuertes son América del Norte y Asia. En los EE. UU., el fabricante de máquinas mantiene una sucursal propia, pero la producción para el mercado mundial se realiza exclusivamente en Baienfurt en dos naves climatizadas en una superficie de producción de aproximadamente 10,000 metros cuadrados.
Una de las fortalezas especiales de los centros de mecanizado de cinco ejes de bavius es su extraordinaria dinámica, que ofrece alta productividad en mecanizados de alta velocidad. Para extraer el último rendimiento de las máquinas, bavius fabrica sus propias cabezas de fresado. El buque insignia de la línea de productos es la bavius AeroCell 160 I 400, con una potencia de husillo de 140 kW y un máximo de 30,000 revoluciones por minuto. La potencia de 140 kW se alcanza ya a 18,000 revoluciones, por lo que la potencia máxima está disponible a lo largo de un amplio rango de revoluciones. “Si hacemos algo, queremos hacerlo de manera excelente, y con nuestra AeroCell 160 I 400 somos líderes tecnológicos a nivel mundial”, asegura Dominik Merz, Director de Ventas Globales de bavius.


Más del 90 por ciento de virutas
El Rear Spar fue seleccionado como pieza de muestra porque se adapta muy bien a la máquina con su altura de mesa de 1.6 metros y 4 metros de ancho. Este viga trasera es un componente estructural típico en las alas. Entre el Rear Spar y el Front Spar hay costillas dispuestas perpendicularmente a las vigas. Los componentes estructurales definen la geometría del ala, cuya piel exterior está remachada. La pieza terminada de aluminio aeronáutico 7075 mide exactamente 2977 x 748 mm. Típico de las piezas de avión es la forma plana con 138 mm de altura. De un peso inicial de más de una tonelada, después del mecanizado quedan solo 70.61 kg; esta relación también es común en el ámbito aeroespacial.
Por razones legales, bavius y MAPAL no pudieron utilizar una pieza real de un fabricante de aviones para el mecanizado. Sin embargo, esto también dio a los responsables la libertad de utilizar el diseño para una variedad de otras aplicaciones. Así, el objeto de demostración es mucho más complejo que cualquier Rear Spar real y también contiene aplicaciones que no necesariamente se pueden atribuir a esta pieza, pero que pueden ser requeridas en otras piezas.
“Un cliente que conoce los componentes estructurales y ve nuestra pieza se reconoce en ella y encuentra características que también están presentes en sus propias piezas”, justifica Dominik Merz este enfoque.
El mecanizado se llevó a cabo en Baienfurt en dos sujeciones. La configuración 1 se realizó en sujeción de tracción descendente, en la configuración 2, la tecnología de vacío aseguró una sujeción segura. La parte frontal parece a primera vista más simple de lo que realmente es. La superficie no es plana, sino que se curva ligeramente de manera convexa sobre un radio de 9.5 m. Por lo tanto, la pieza no se puede fresar simplemente de manera plana, sino que se debe utilizar el mecanizado de cinco ejes. Para el desbaste y el acabado, MAPAL utilizó el NeoMill-Alu-QBig con un diámetro de 50 mm y el OptiMill-Alu-Wave con un diámetro de 25 mm. El acabado superficial fue realizado por un fresador especial de PKD.
Cavidades en todas las formas
El mecanizado de la parte trasera resultó especialmente desafiante, ya que se divide en nueve secciones diferentes, cada una con aplicaciones especiales. Como cada Rear Spar, la pieza de muestra presenta muchas cavidades, aquí sin embargo, diseñadas en todas las formas imaginables: rectangulares, triangulares, redondas, abiertas, cerradas, algunas con fondo inclinado o abovedado. Los puentes son muy delgados, las paredes predominantemente inclinadas. Las cavidades tienen una profundidad de hasta 137 mm.
Después del pre-mecanizado con el NeoMill-Alu-QBig, se utilizó un OptiMill-Alu-Wave en diferentes longitudes para limpiar las cavidades. El semi-acabado fue realizado por un fresador de esquina modificado especialmente para aplicaciones aeronáuticas. Gracias a su geometría especial, la herramienta es especialmente adecuada para el mecanizado de material residual en las esquinas, así como para el posterior fresado de acabado de los fondos y paredes. El aumento especial del núcleo asegura una estabilidad óptima en el proceso de mecanizado. Para mecanizar todas las áreas de manera eficiente, los especialistas de MAPAL utilizaron el fresador de esquina modificado en diferentes diámetros y longitudes.
Como también se prestó atención a la eficiencia en la programación de MAPAL, describe el gerente de componentes Alexander Follenweider: "Trabajamos con una estrategia de zigzag en sincronización y contracorriente para ahorrar trayectos. Durante el procesamiento, la estrategia se cambia constantemente." A pesar de las altas velocidades de procesamiento, el aluminio no debe dañarse, ya que al sobrecalentarse cambia sus propiedades.
El OptiMill-Alu-Wave se operó a 29,000 revoluciones, con una profundidad de corte de 48 mm y una alimentación de 12 m/min en su punto máximo. El mayor NeoMill-Alu-QBig alcanzó una alimentación de más de 25 m/min con una profundidad de corte de 10 mm. Solo en los primeros 55 minutos del procesamiento de la segunda fijación se mecanizaron 425 kg de aluminio, alcanzando un volumen de virutas de más de 14 l/min en su punto máximo.
"Estos son valores excelentes que hemos podido alcanzar aquí - y también hemos generado superficies muy buenas", valora Stefan Diem, técnico de aplicaciones en bavius, los resultados.





Nada es estándar
Los diferentes bolsillos no son los únicos desafíos de la pieza: los agujeros en cuatro lengüetas solo son accesibles con una cabeza angular. En otros lugares se requieren contracortes.
También hay un refuerzo en T, típico para piezas estructurales, presente en la pieza de muestra y se mecaniza con una herramienta especial de PKD. También se requieren operaciones de perforación y esmerilado en ciertas áreas. "En nuestra pieza, nada es normal", comenta Dominik Merz sobre el hecho de que prácticamente no hay un ángulo recto en ninguna parte. Sin embargo, tales construcciones anguladas son muy típicas en el ámbito aeroespacial.
Para presentaciones a clientes en los socios involucrados y como atractivo en ferias, se fabricaron cinco de estos refuerzos traseros en Baienfurt. El mecanizado de una pieza dura un total de exactamente 10 horas, lo que deja muy satisfechos a los participantes del proyecto. "En otras máquinas, una pieza así suele llevar de 20 a 30 horas", estima Merz. Clásicamente, las piezas estructurales se mecanizan en máquinas de pórtico vertical con herramientas grandes, siendo típicas las cabezas de corte con diámetros de 125 mm. El avance y la velocidad de rotación se mantienen bajos. Una desventaja de este procedimiento es que las virutas quedan atrás y pueden causar rayones. Además, se produce una entrada de calor en la pieza. El mecanizado horizontal elimina esto. Combinado con herramientas potentes que permiten altos valores de corte, la dinámica AeroCell 160 I 400 con su aceleración extrema abre posibilidades completamente nuevas.
Colaboración estrecha
MAPAL y bavius han mantenido una colaboración muy intensa durante muchos años, de la que ambas partes se benefician. Cuando MAPAL desarrolló el NeoMill-Alu-QBig y el OptiMill-Alu-Wave, ya se pudieron probar y optimizar prototipos de las nuevas herramientas en Baienfurt. El fabricante de herramientas en Aalen no dispone de máquinas igualmente potentes. Por otro lado, bavius también depende de herramientas innovadoras, como explica Stefan Diem: "Para nuestra máquina premium necesitamos herramientas de primera de un proveedor como MAPAL con sus fresadores de alto volumen, que llevan nuestra máquina al límite. Con herramientas universales no funciona, no obtenemos conocimientos."
En conjunto, los socios demostraron hace dos años lo que puede hacer la AeroCell 160. En la operación de prueba con sobrecarga, el fresador de carburo sólido OptiMill-Alu-Wave logró un volumen de virutas de hasta 20 l/min al fresar ranuras completas en aluminio normal. El valor máximo alcanzado ahora de 12 l/min en una pieza del AL 7075 más resistente a la tracción no se queda atrás.
"Valoro mucho la colaboración con MAPAL porque se habla de manera abierta y justa, y siempre se nos presenta una solución", subraya Stefan Diem. Para Jens Ilg, Desarrollo de Negocios Aeroespaciales y Compuestos en MAPAL, el éxito conjunto también tiene un aspecto personal: "También obtengo una sensación óptima de nuestros propios productos cuando los he utilizado en las condiciones reales requeridas. Y luego puedo ofrecerlos con las recomendaciones correspondientes a un cliente."
Contacto:


