


W ramach wspólnego projektu MAPAL i producent maszyn bavius opracowali i wyprodukowali wzorcowy element dla przemysłu lotniczego. Aluminiowy element o długości około trzech metrów jest wzorowany na rzeczywistym tylnym wsporniku w budowie samolotów, a dodatkowo został wzbogacony o wiele innych wymagających aplikacji. Oprócz złożoności imponuje krótki czas obróbki wynoszący dziesięć godzin, oparty na wydajności bavius AeroCell oraz specjalnych narzędziach do obróbki aluminium firmy MAPAL.
Firma bavius technologie gmbh w Baienfurt specjalizuje się w obróbce objętościowej z wysoką prędkością elementów konstrukcyjnych z aluminium, które są typowo potrzebne w branży lotniczej do skrzydeł i kadłubów. bavius (wcześniej Handtmann A-Punkt Automation) działa od 2017 roku jako samodzielne, rodzinne przedsiębiorstwo i koncentruje się na dwóch liniach produktów: centrach obróbczych profili (PBZ) oraz poziomych centrach obróbczych (HBZ) z serią AeroCell. Obecnie zatrudnia około 120 pracowników i generuje ponad 80 procent swojego przychodu w przemyśle lotniczym i kosmicznym. Jako OEM lub dostawca, ich klienci produkują komponenty do zastosowań komercyjnych i wojskowych. Na maszynach wytwarzane są również komponenty do satelitów lub rakiet, takich jak Ariane 6.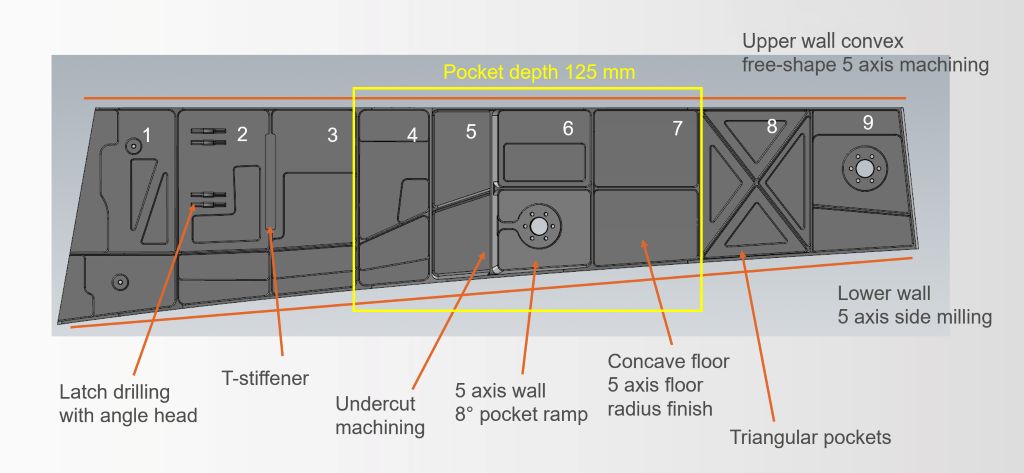
Wszystko wyprodukowane w Niemczech
Większość maszyn bavius znajduje się w Europie, a kolejnymi silnymi rynkami są Ameryka Północna i Azja. W USA producent maszyn posiada własny oddział, jednak produkcja na rynek światowy odbywa się wyłącznie w Baienfurt w dwóch klimatyzowanych halach na powierzchni produkcyjnej wynoszącej około 10.000 metrów kwadratowych.
Szczególną siłą pięcioosiowych centrów obróbczych bavius jest ich wyjątkowa dynamika, która zapewnia wysoką wydajność przy obróbkach z wysoką prędkością. Aby wydobyć ostatnie resztki wydajności z maszyn, bavius samodzielnie produkuje swoje głowice frezarskie. Flagowym produktem linii jest bavius AeroCell 160 I 400 z mocą wrzeciona wynoszącą 140 kW i maksymalnie 30 000 obrotów na minutę. Moc 140 kW osiągana jest już przy 18 000 obrotach, co oznacza, że maksymalna moc jest dostępna w szerokim zakresie prędkości obrotowej. „Kiedy coś robimy, chcemy to robić doskonale, a z naszą AeroCell 160 I 400 jesteśmy technologicznie wiodącym na świecie”, zapewnia Dominik Merz, dyrektor sprzedaży globalnej w bavius.


Ponad 90 procent wiórów
Tylny dźwigar został wybrany jako element wzorcowy, ponieważ bardzo dobrze pasuje do maszyny o wysokości stołu 1,6 metra i szerokości 4 metrów. Ten tylny dźwigar jest typowym elementem strukturalnym w skrzydłach. Pomiędzy tylnym dźwigarem a przednim dźwigarem biegną żebra, które są ustawione prostopadle do dźwigarów. Elementy strukturalne definiują geometrię skrzydła, a pokrycie zewnętrzne jest do niego przymocowane. Gotowy element wykonany z aluminium lotniczego 7075 ma dokładnie 2977 x 748 mm. Typowe dla części samolotowych jest płaskie kształtowanie o wysokości 138 mm. Z początkowej masy wynoszącej ponad tonę po obróbce skrawaniem pozostaje zaledwie 70,61 kg – taki stosunek również nie jest w branży lotniczej niczym niezwykłym.
Już z powodów prawnych bavius i MAPAL nie mogli użyć rzeczywistego elementu od producenta samolotów do obróbki. Dawało to jednak odpowiedzialnym osobom swobodę w dostosowaniu projektu do wielu innych zastosowań. W ten sposób obiekt demonstracyjny jest znacznie bardziej złożony niż jakikolwiek rzeczywisty tylny wspornik i zawiera również aplikacje, które niekoniecznie można przypisać temu elementowi, ale które mogą być wymagane w innych elementach.
„Klient, który zna się na elementach konstrukcyjnych i widzi nasz komponent, odnajduje w nim siebie i dostrzega cechy, które również występują w jego własnych elementach“, uzasadnia Dominik Merz to podejście.
Obróbka odbyła się w Baienfurt w dwóch ustawieniach. Ustawienie 1 miało miejsce w niskim ciśnieniu, natomiast w ustawieniu 2 technika próżniowa zapewniła pewny chwyt. Przednia strona na pierwszy rzut oka wygląda na prostszą, niż jest w rzeczywistości. Powierzchnia nie jest płaska, lecz lekko wypukła na promieniu 9,5 m. Dlatego elementu nie można po prostu frezować płasko, lecz trzeba wykorzystać obróbkę pięcioosiową. Do wstępnej i wykończeniowej obróbki MAPAL zastosował narzędzie NeoMill-Alu-QBig o średnicy 50 mm oraz OptiMill-Alu-Wave o średnicy 25 mm. Wykończenie powierzchni przeprowadził specjalny frez PKD.
Tore w różnych kształtach
Szczególnie wymagająca okazała się obróbka tylnej strony, która podzielona jest na dziewięć różnych sekcji, z których każda ma swoje szczególne aplikacje. Jak każdy tylny wspornik, wzorcowy element ma wiele kieszeni, jednak w tym przypadku w każdej możliwej formie: prostokątne, trójkątne, okrągłe, otwarte, zamknięte, częściowo z nachyloną lub wypukłą podstawą. Przęsła są bardzo cienkie, ścianki przeważnie skośne. Kieszenie mają głębokość do 137 mm.
Po wstępnym przetworzeniu przez NeoMill-Alu-QBig, do usuwania kieszeni użyto OptiMill-Alu-Wave w różnych długościach. Półwykończenie przejął specjalnie zmodyfikowany frez kątowy, dostosowany do zastosowań w lotnictwie. Dzięki swojej szczególnej geometrii narzędzie to nadaje się szczególnie do obróbki pozostałego materiału w rogach oraz do późniejszego wykańczania dna i ścian. Specjalny wzrost rdzenia zapewnia optymalną stabilność w procesie skrawania. Aby efektywnie obrabiać wszystkie obszary, specjaliści MAPAL zastosowali zmodyfikowany frez kątowy w różnych średnicach i długościach.
Jak również w programowaniu w MAPAL zwrócono uwagę na efektywność, opisuje menedżer komponentów Alexander Follenweider: „Pracujemy z strategią zygzakową w ruchu równoległym i przeciwnym, aby oszczędzać drogi. W trakcie obróbki strategia jest więc ciągle zmieniana.” Pomimo wysokich prędkości obróbczych aluminium nie może być uszkodzone, ponieważ w przypadku przegrzania zmienia swoje właściwości.
OptiMill-Alu-Wave był używany przy 29 000 obrotach, głębokości cięcia 48 mm i posuwie 12 m/min. Większy NeoMill-Alu-QBig osiągnął przy głębokości cięcia 10 mm posuw przekraczający 25 m/min. Tylko w pierwszych 55 minutach obróbki drugiego mocowania zeskrobano 425 kg aluminium, a w szczytowym momencie osiągnięto objętość wiórów przekraczającą 14 l/min.
„To są doskonałe wartości, które udało nam się osiągnąć – a przy tym uzyskaliśmy również bardzo dobre powierzchnie“, ocenia Stefan Diem, technik aplikacji w bavius, wyniki.





Nic nie jest standardem.
Różne kieszenie nie są jedynymi wyzwaniami dla komponentu: Otwory w czterech wieszakach są dostępne tylko za pomocą głowicy kątowej. W innych miejscach wymagane są podcięcia.
Typowy dla strukturkomponentów tzw. T-wzmocnienie do usztywnienia jest obecny na próbce i jest obrabiany za pomocą narzędzia specjalnego PKD. W niektórych obszarach wymagane są również operacje wiercenia i rozwiercania. „W naszym elemencie nic nie jest normalne”, komentuje Dominik Merz fakt, że praktycznie nigdzie nie można znaleźć kąta prostego. Takie skośne konstrukcje są jednak całkowicie typowe dla branży lotniczej.
Dla prezentacji klientów u zaangażowanych partnerów oraz jako atrakcja na targach w Baienfurt wyprodukowano pięć tych tylnych wzmocnień. Obróbka jednego elementu trwa dokładnie 10 godzin, co zadowala uczestników projektu. „Na innych maszynach taki element potrzebuje zazwyczaj 20 do 30 godzin”, szacuje Merz. Klasycznie elementy strukturalne obrabiane są na pionowych maszynach bramowych z dużymi narzędziami, typowe są głowice narzędziowe o średnicy 125 mm. Przy tym posuw i prędkość obrotowa pozostają niskie. Wadą tej metody jest to, że wióry pozostają i mogą powodować zarysowania. Ponadto dochodzi do wprowadzenia ciepła do elementu. Obróbka pozioma to wyklucza. W połączeniu z wydajnymi narzędziami, które pozwalają na wysokie wartości skrawania, dynamiczna AeroCell 160 I 400 z jej ekstremalnym przyspieszeniem otwiera zupełnie nowe możliwości.
Ścisła współpraca
MAPAL i bavius od wielu lat współpracują w bardzo intensywny sposób, z którego obie strony czerpią korzyści. Gdy MAPAL opracował NeoMill-Alu-QBig i OptiMill-Alu-Wave, prototypy nowych narzędzi mogły zostać przetestowane i dalej optymalizowane w Baienfurt. Producent narzędzi w Aalen nie dysponuje podobnie wydajnymi maszynami. Z drugiej strony, bavius również polega na innowacyjnych narzędziach, jak wyjaśnia Stefan Diem: „Dla naszej maszyny premium potrzebujemy najlepszych narzędzi od dostawcy takiego jak MAPAL, z jego frezami o dużej wydajności, które maksymalnie wykorzystują naszą maszynę. Z narzędziami uniwersalnymi to nie działa, nie uzyskujemy żadnych informacji.”
Wspólnie partnerzy dwa lata temu zademonstrowali, co potrafi AeroCell 160. W testach z przeciążeniem frez pełnohardmetalowy OptiMill-Alu-Wave osiągnął objętość wiórów do 20 l/min podczas frezowania pełnootworowego w normalnym aluminium. Osiągnięta teraz wartość szczytowa 12 l/min przy elemencie z bardziej wytrzymałego AL 7075 nie ustępuje temu w niczym.
„Cenię sobie współpracę z MAPAL, ponieważ rozmawiamy ze sobą otwarcie i uczciwie, a zawsze otrzymujemy prezentowane rozwiązanie“, podkreśla Stefan Diem. Dla Jensa Ilga, Business Development Aerospace & Composites w MAPAL, wspólny sukces ma także osobisty aspekt: „Mam również optymalne poczucie naszych własnych produktów, gdy używam ich w rzeczywistych, wymaganych warunkach. Mogę je wtedy zaoferować klientowi z odpowiednimi rekomendacjami.“
Kontakt:


