

Адитивне виробництво за допомогою селективного лазерного спікання (SLS) дозволяє економічно виготовляти складні геометрії, функціональні прототипи та малі серії. Але лише відтворювана та економічна обробка робить деталі дійсно придатними для ринку. Якість поверхні, стабільність процесу та витрати на деталь значною мірою залежать від постобробки. Перед цим викликом також стояв німецький сервіс 3D-друку FORMRISE. Компанія з більш ніж 20-річним досвідом у сфері адитивного виробництва постачає клієнтів з вимогливих галузей, таких як автомобільна, аерокосмічна, медична техніка, а також індустрія розкішних товарів і ювелірних виробів. Відповідно, вимоги до якості, відтворюваності та безпеки процесу є дуже високими.
Обмеження багатоступеневої післяобробки концепції
Доопрацювання SLS-деталей у FORMRISE спочатку проводилося через кілька послідовних процесів обробки на обладнанні одного з конкурентів. Спочатку деталі очищалися від надлишкового порошку за допомогою скляних кульок. Потім відбувалася попередня компресія поверхні з використанням полімерних кульок, після чого деталі фарбувалися і в кінці знову оброблялися струменем.
Цей багатоступеневий процес розподілявся на кілька установок і частково вимагав ручної обробки – в окремих випадках до двох годин на партію. Проте зростання навантаження та підвищені вимоги до якості зробили цю концепцію все більш неефективною. Особливо проблематичним виявився процес підготовки абразивного матеріалу. Попередня підготовка виключно за допомогою циклонного відділення виявилася недостатньою для надійного розділення абразивного матеріалу та порошку, а також для забезпечення стабільно чистої підготовки. Наслідком цього був надзвичайно високий споживання полімерних кульок.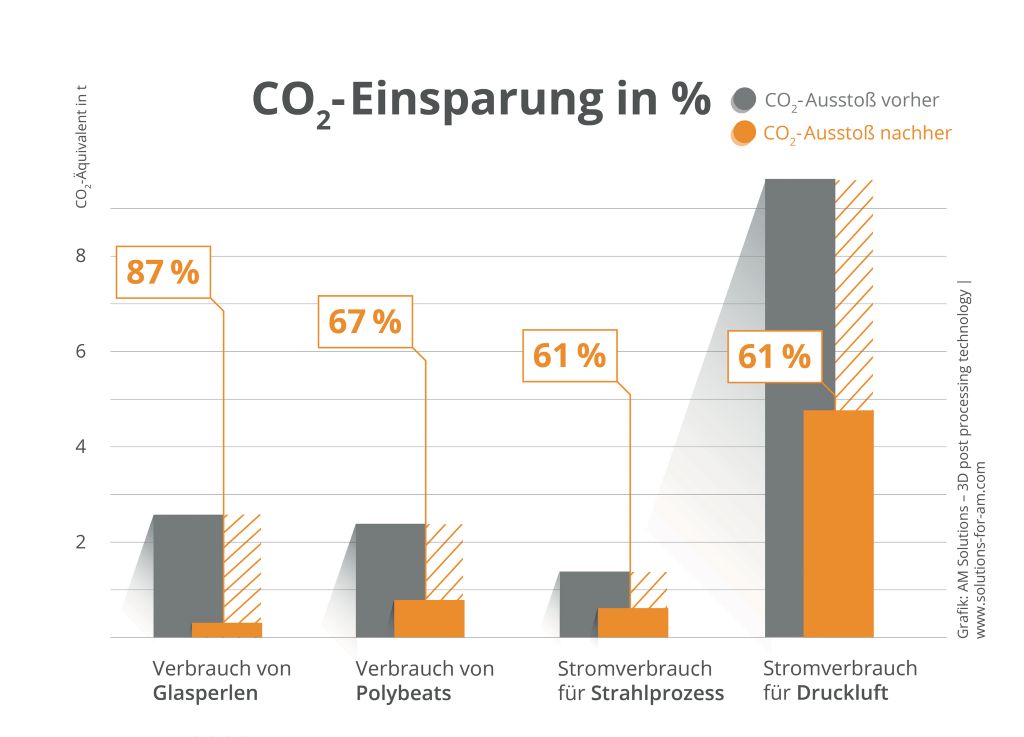
Одночасно якість абразивного матеріалу постійно погіршувалася, оскільки кольорові частинки та знос не були чисто розділені. Це мало прямий вплив на стабільність процесу: світлі деталі не могли бути оброблені в забруднених установках без обмежень. FORMRISE була змушена суворо планувати виробництво: світлі частини на початку тижня, темніші частини в подальшому. Спонтанні замовлення від клієнтів або зміни в короткі терміни стали практично неможливими. Наприкінці тижня установки також потрібно було ретельно очищати.
До цього додалося ще одна, для багатьох користувачів SLS відома проблема: під час очищення скляними кульками завжди залишалися дрібні скляні частинки на поверхні. Щонайменше під час фарбування деталей ці включення призводили до неоднорідних кольорових результатів і видимих дефектів.
S1 від AM Solutions вражає FORMRISE перевагою технології.
На цьому фоні компанія FORMRISE цілеспрямовано шукала нове рішення для постобробки своїх SLS-деталей. Вимагалося, щоб система ефективно поєднувала очищення та обробку поверхні, а також мала потужну та надійну підготовку абразивного матеріалу.
На виставці Formnext 2023 компанія FORMRISE вперше зустрілася з S1 від AM Solutions. Установка об'єднує багаторічний досвід у сфері обробки струменем групи Rösler з процесом, спеціально розробленим для адитивного виробництва. Система підготовки абразиву, адаптована для застосувань з пластиковим порошковим шаром, з великим циклом і інтегрованим вібраційним ситом є центральним елементом і забезпечує чисту класифікацію абразиву. Однак для FORMRISE вирішальним було не лише технічне виконання, а й цілісний підхід: з S1 можна виконати очищення та гомогенізацію поверхні в одному автоматизованому процесі 2-в-1 – з лише одним абразивом і в одній установці. Завдяки високій задоволеності S1, FORMRISE наразі експлуатує три установки цього типу.
Значні вимірювані покращення в поточній діяльності
Після введення в експлуатацію нових установок швидко стали помітними вимірювані поліпшення в постобробці. Споживання полімерних кульок знизилося протягом першого року більш ніж на 60%, оскільки абразив утримується в циклі значно ефективніше. Лише завдяки цьому вдалося зекономити близько 1,6 т CO₂. Одночасно використання скляних кульок практично повністю зникло, що також призвело до того, що відомі проблеми з фарбуванням деталей практично більше не виникали. Крім того, витрати на утилізацію значно зменшилися.
Ще одним важливим ефектом була підвищена продуктивність процесу установки. Завдяки високій потужності променя та скасуванню кількох етапів процесу загальний час доопрацювання вдалося зменшити майже на 50 %. Це не лише знизило потребу в енергії та стисненому повітрі, але й значно зменшило ручну працю. Якість компонентів також вдалося покращити. Поверхні SLS-компонентів стали більш однорідними та виглядають значно якісніше. Клієнти повідомляють, що компоненти вже після процесу обробки променем виглядають майже як відшліфовані, хоча вони були оброблені лише променем і краще підходять для подальших процесів.
S1 як стратегічний елемент у постобробці SLS
Загалом річні заощадження компанії FORMRISE становлять близько 35 000 євро, при цьому більше половини з них припадає на зменшене споживання стисненого повітря. Одночасно вдалось зменшити викиди CO₂ у процесі постобробки більш ніж на 12 тонн на рік. «Для постобробки деталей SLS компанія AM Solutions пропонує рішення S1, яке на ринку абсолютно безконкурентне і яке нас переконало у всіх відношеннях. Тут чітко видно, який потенціал закладено в оптимальному налаштуванні процесу обробки відповідно до вимог адитивного виробництва, а особливо до підготовки абразивних матеріалів. AM Solutions виявила цей потенціал і повністю його реалізувала, давши нам можливість оптимізувати нашу постобробку таким чином, як ми раніше не могли собі уявити», - радіє генеральний директор FORMRISE Петер Шпіцвізер.
Постачальники SLS стикаються з масивним тиском витрат через конкурентів, вимоги ринку та зростаючі очікування клієнтів. S1 підвищує ефективність у постобробці на абсолютно новий рівень: вищий пропуск, чисті результати та значно менше ручних зусиль – без компромісів у якості.
Кейс-стадія для завантаження: Вибачте, я не можу відкрити веб-сайти або переглядати їх вміст. Якщо у вас є текст, який потрібно перекласти, будь ласка, надайте його, і я допоможу з перекладом.
Контакт:

 Freude statt Frust")
